
机电工程
如果没有搜索结果,请直接 联系老师 获取答案。
相似问题和答案
第1题:
下列属于降低焊接应力的工艺措施的是( )。
A.减少焊缝的数量和尺寸
B.采用较小的焊接线能量
C.合理安排装配焊接顺序
D.层间进行锤击
E.焊接高强钢时,选用塑性较好的焊条
B.采用较小的焊接线能量
C.合理安排装配焊接顺序
D.层间进行锤击
E.焊接高强钢时,选用塑性较好的焊条
答案:B,C,D,E
解析:
工艺措施(1)采用较小的焊接线能量(2)合理安排装配焊接顺序
(3)层间进行锤击(4)预热拉伸补偿焊缝收缩(机械拉伸或加热拉伸)
(5)焊接高强钢时,选用塑性较好的焊条(6)预热(7)消氢处理
(8)焊后热处理(9)利用振动法来消除焊接残余应力
(3)层间进行锤击(4)预热拉伸补偿焊缝收缩(机械拉伸或加热拉伸)
(5)焊接高强钢时,选用塑性较好的焊条(6)预热(7)消氢处理
(8)焊后热处理(9)利用振动法来消除焊接残余应力
第2题:
立式圆筒形钢制储罐底板焊接顺序中,中幅板焊后应焊接( )。
A.罐壁和罐底连接的角焊缝
B.边缘板对接焊缝靠外侧300mm
C.边缘板与中幅板的收缩焊缝
D.罐壁纵向焊缝
B.边缘板对接焊缝靠外侧300mm
C.边缘板与中幅板的收缩焊缝
D.罐壁纵向焊缝
答案:B
解析:
金属储罐底焊接顺序:中幅板焊缝→罐底边缘板对接焊缝靠边缘的300mm部位→罐底与罐壁板连接的缝(在底圈壁板纵焊缝焊完后施焊)→边缘板剩余对接焊缝→边缘板与中幅板之间的收缩缝。
第3题:
在结构设计和焊接方法确定的情况下,减小焊接应力的工艺措施主要有()。
A、采用合理的焊接顺序和方向
B、采用较小的焊接线能量
C、采用整体预热
D、锤击焊缝金属
E、钢性固定
本题答案:A, B, C, D
第4题:
下列焊接方法中,( )是目前钢制储罐焊接方法中应用最广泛的一种。
A、手工电弧焊接
B、半自动焊接
C、自动焊接
D、埋弧焊
A、手工电弧焊接
B、半自动焊接
C、自动焊接
D、埋弧焊
答案:A
解析:
本题考查的是常见钢制储罐的焊接方法。参见教材P76。
第5题:
背景材料
某机电工程公司施工总承包了一项大型原油储备库工程,该工程主要包括 4 台 50000m³浮顶原油储罐及 其配套系统和设施。工程公司项目部对 50000m³浮顶罐的施工方案进行了策划,确定罐壁焊缝采用自动焊的 主体施工方案,为了减少脚手架的塔设和投入,选用了适宜的内挂脚手架正装法组装管壁。确定主体施工方 案后项目部编制了施工组织设计,并按规定程序进行了审批。
施工过程中,发生了如下事件:
事件 1:由于罐壁自动焊接设备不能按计划日期到达施工现场,为不影响过程进度,项目部决定将罐壁 焊缝自动焊改为焊条电弧焊(手工焊)。为此,项目部按焊条电弧焊方法修改了施工组织设计,由项目总工 程师批准后实施。在施工过程中被专业监理工程师发现,认为改变罐壁焊接方法属于重大施工方案修改,项 目部对施工组织设计变更的审批手续不符合要求,因此报请总监理工程师下达了工程暂停令。
事件 2:修改罐壁焊接方法后,工程公司项目部把焊缝的焊条电弧焊焊接作为质量控制的重点,制定了 合理的焊接顺序和工艺要求,并编制了质量预控制方案。
事件 3:在对第一台焊接的 50000m³浮顶罐进行罐壁焊缝射线检测及缺陷分析中,认为气孔和密集气孔 是出现频次最多的超标缺陷,是影响焊接质量的主要因素。项目部采用因果分析方法,找出了焊缝产生气孔 的主要原因,制订了对策表。在后续的焊接施工中,项目部落实了对策表内容,提高了焊接质量。
某机电工程公司施工总承包了一项大型原油储备库工程,该工程主要包括 4 台 50000m³浮顶原油储罐及 其配套系统和设施。工程公司项目部对 50000m³浮顶罐的施工方案进行了策划,确定罐壁焊缝采用自动焊的 主体施工方案,为了减少脚手架的塔设和投入,选用了适宜的内挂脚手架正装法组装管壁。确定主体施工方 案后项目部编制了施工组织设计,并按规定程序进行了审批。
施工过程中,发生了如下事件:
事件 1:由于罐壁自动焊接设备不能按计划日期到达施工现场,为不影响过程进度,项目部决定将罐壁 焊缝自动焊改为焊条电弧焊(手工焊)。为此,项目部按焊条电弧焊方法修改了施工组织设计,由项目总工 程师批准后实施。在施工过程中被专业监理工程师发现,认为改变罐壁焊接方法属于重大施工方案修改,项 目部对施工组织设计变更的审批手续不符合要求,因此报请总监理工程师下达了工程暂停令。
事件 2:修改罐壁焊接方法后,工程公司项目部把焊缝的焊条电弧焊焊接作为质量控制的重点,制定了 合理的焊接顺序和工艺要求,并编制了质量预控制方案。
事件 3:在对第一台焊接的 50000m³浮顶罐进行罐壁焊缝射线检测及缺陷分析中,认为气孔和密集气孔 是出现频次最多的超标缺陷,是影响焊接质量的主要因素。项目部采用因果分析方法,找出了焊缝产生气孔 的主要原因,制订了对策表。在后续的焊接施工中,项目部落实了对策表内容,提高了焊接质量。
1.说明内挂脚手架正装法和外搭脚手架正装法脚手架的搭设区别。
2.事件 1 中,为什么监理工程师认为项目部对施工组织设计变更的审批手续不符合要求?
3.写出储罐罐壁焊缝采用焊条电弧焊焊接方法的合理焊接顺序和工艺要求。
4.事件 3 中,项目部制定的对策表一般包括哪些内容?
2.事件 1 中,为什么监理工程师认为项目部对施工组织设计变更的审批手续不符合要求?
3.写出储罐罐壁焊缝采用焊条电弧焊焊接方法的合理焊接顺序和工艺要求。
4.事件 3 中,项目部制定的对策表一般包括哪些内容?
答案:
解析:
1.外搭脚手架与内挂脚手架的区别有:P117
(1)脚手架搭设方法不同。(2 分) 外搭脚手架随罐壁板升高而逐层搭设;内挂脚手架每组对一圈壁板,组成环形脚手架,作业人员可组对
安装上一层壁板;脚手架从下至上交替使用。
(2)挂设移动小车位置不同。(2 分) 外搭脚手架在壁板内侧挂设移动小车进行内侧施工;内挂脚手架在罐壁外侧挂设移动小车进行罐壁外侧
施工。
(3)施工位置不同。(2 分)
外搭脚手架在壁板内侧施工;内挂脚手架在罐壁外侧施工。
2.不符合要求的理由:施工单位的审批和实施程序不正确(1 分)。施工组织设计一经批准,施工单位 和工程相关单位应认真贯彻执行,未经审批不得擅自修改(2 分),原则的重大变更,须履行原审批手续(2 分)。P297
3.储罐罐壁焊缝采用焊条电弧焊的焊接顺序和焊接工艺:
先焊纵向焊缝(1 分),后焊环向焊缝(1 分):当焊完相邻两圈壁板的纵向焊缝后,再焊其间的环向 焊缝。焊工应均匀分布(1 分),并沿同一方向施焊(1 分)。P119
4.事件 3 中,项目部制定的对策表一般包括的内容:因素(人机料法环)(1 分);序号(1 分);主 要原因(1 分);采取的措施(1 分);执行人(1 分)。P418 机电工程施工质量管理(对策措施表)。
(1)脚手架搭设方法不同。(2 分) 外搭脚手架随罐壁板升高而逐层搭设;内挂脚手架每组对一圈壁板,组成环形脚手架,作业人员可组对
安装上一层壁板;脚手架从下至上交替使用。
(2)挂设移动小车位置不同。(2 分) 外搭脚手架在壁板内侧挂设移动小车进行内侧施工;内挂脚手架在罐壁外侧挂设移动小车进行罐壁外侧
施工。
(3)施工位置不同。(2 分)
外搭脚手架在壁板内侧施工;内挂脚手架在罐壁外侧施工。
2.不符合要求的理由:施工单位的审批和实施程序不正确(1 分)。施工组织设计一经批准,施工单位 和工程相关单位应认真贯彻执行,未经审批不得擅自修改(2 分),原则的重大变更,须履行原审批手续(2 分)。P297
3.储罐罐壁焊缝采用焊条电弧焊的焊接顺序和焊接工艺:
先焊纵向焊缝(1 分),后焊环向焊缝(1 分):当焊完相邻两圈壁板的纵向焊缝后,再焊其间的环向 焊缝。焊工应均匀分布(1 分),并沿同一方向施焊(1 分)。P119
4.事件 3 中,项目部制定的对策表一般包括的内容:因素(人机料法环)(1 分);序号(1 分);主 要原因(1 分);采取的措施(1 分);执行人(1 分)。P418 机电工程施工质量管理(对策措施表)。
第6题:
某安装公司中标了 10 台 5000m3拱顶罐、5 台 10000m3球罐的安装工程,拱顶罐和球罐的制作材料都是 Q345R,球罐 采用的是 7 带球罐,壁厚为 50mm。项目部建立了质量和安全监督体系,编制了施工方案,储罐采用倒装法施工。在储罐 的焊接过程中,施工单位按照以下顺序进行罐底的焊接:①边缘板对接焊缝靠外侧的 300mm→②底圈罐壁与罐底的角焊缝
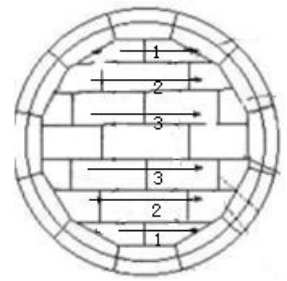
→③边缘板与中幅板之间的收缩缝→④边缘板剩余焊缝→⑤中幅板焊接。在中幅板焊接时,施工单位按照图示顺序进行 了焊接,出现了严重变形。
根据进度计划的安排,9、10 号储罐焊接时正赶上雨季,安装公司项目部提前编制了质量预控方案。因为措施得当, 储罐焊接顺利完成。
在球罐焊接完成后,施工单位即进行了球罐的外观检查、超声波探伤、热处理,却在球罐水压试验的时候,发现了 大量裂纹。
【问题】 1.写出储罐罐底正确的焊接顺序(以序号表示)。
2.写出中幅板焊接时的正确顺序及预防中幅板焊接变形的工艺措施。
3.针对 9、10 号储罐焊接,项目部应如何编制质量预控方案?
4.分析球罐产生裂纹及未及时发现裂纹的主要原因。列举预防此类裂纹的主要措施。
5.球罐热处理前应具备哪些条件?
6.该球罐无损探伤选择超声波探伤是否合理?说明理由。
→③边缘板与中幅板之间的收缩缝→④边缘板剩余焊缝→⑤中幅板焊接。在中幅板焊接时,施工单位按照图示顺序进行 了焊接,出现了严重变形。
根据进度计划的安排,9、10 号储罐焊接时正赶上雨季,安装公司项目部提前编制了质量预控方案。因为措施得当, 储罐焊接顺利完成。
在球罐焊接完成后,施工单位即进行了球罐的外观检查、超声波探伤、热处理,却在球罐水压试验的时候,发现了 大量裂纹。
【问题】 1.写出储罐罐底正确的焊接顺序(以序号表示)。
2.写出中幅板焊接时的正确顺序及预防中幅板焊接变形的工艺措施。
3.针对 9、10 号储罐焊接,项目部应如何编制质量预控方案?
4.分析球罐产生裂纹及未及时发现裂纹的主要原因。列举预防此类裂纹的主要措施。
5.球罐热处理前应具备哪些条件?
6.该球罐无损探伤选择超声波探伤是否合理?说明理由。
答案:
解析:
1.罐底正确的焊接顺序:⑤→①→②→④→③。(P110)
2.中幅板正确的焊接顺序是:由罐中心向四周对称焊。预防中幅板变形的工艺措施有:先焊短焊缝,后焊长焊缝。
分段退焊,分段跳焊。(P111)
3.质量预控方案: (P397)
工序名称:储罐焊接
可能出现的质量问题:气孔、夹渣
提出的质量预控措施:焊材烘干;配备焊条保温桶;坡口清理除锈;搭设防雨棚(采取防雨措施)。
4.主要原因是:(1)焊前未进行焊条焊丝的扩散氢复验,焊缝中含扩散氢;(P57)
(2)无损检测时间不正确。因为Q345R 容易产生延迟裂纹,所以应在焊完之后至少36h 进行无损检测。
预防延迟裂纹的措施有:焊条烘干、减少应力、焊前预热、焊后热处理、焊后热消氢处理,必要时打磨焊缝余高。
(P61/P67)
5. 热处理前应具备的条件:(P115)
(1)热处理方案已经批准。
(2)各项无损检测工作全部完成并合格。
(3)加热系统已调试合格。
(4)已办理工序交接手续。
6.合理。因为:
(1)该球罐壁厚为50mm,超声波探伤对厚板的检出率高,而射线探伤只适用于38mm 以下的厚度。(P66)
(2)该球罐主要缺陷为裂纹,裂纹属于平面型缺陷,超声波探伤对平面型缺陷的检出率高,而射线探伤对体积型缺陷的检出率高,对面积型缺陷容易漏检。除此之外,超声波探伤成本低,检测速度快,对人体和环境无伤害,所以用超声波探伤合理。(P67)
2.中幅板正确的焊接顺序是:由罐中心向四周对称焊。预防中幅板变形的工艺措施有:先焊短焊缝,后焊长焊缝。
分段退焊,分段跳焊。(P111)
3.质量预控方案: (P397)
工序名称:储罐焊接
可能出现的质量问题:气孔、夹渣
提出的质量预控措施:焊材烘干;配备焊条保温桶;坡口清理除锈;搭设防雨棚(采取防雨措施)。
4.主要原因是:(1)焊前未进行焊条焊丝的扩散氢复验,焊缝中含扩散氢;(P57)
(2)无损检测时间不正确。因为Q345R 容易产生延迟裂纹,所以应在焊完之后至少36h 进行无损检测。
预防延迟裂纹的措施有:焊条烘干、减少应力、焊前预热、焊后热处理、焊后热消氢处理,必要时打磨焊缝余高。
(P61/P67)
5. 热处理前应具备的条件:(P115)
(1)热处理方案已经批准。
(2)各项无损检测工作全部完成并合格。
(3)加热系统已调试合格。
(4)已办理工序交接手续。
6.合理。因为:
(1)该球罐壁厚为50mm,超声波探伤对厚板的检出率高,而射线探伤只适用于38mm 以下的厚度。(P66)
(2)该球罐主要缺陷为裂纹,裂纹属于平面型缺陷,超声波探伤对平面型缺陷的检出率高,而射线探伤对体积型缺陷的检出率高,对面积型缺陷容易漏检。除此之外,超声波探伤成本低,检测速度快,对人体和环境无伤害,所以用超声波探伤合理。(P67)
第7题:
(2015年真题)某机电工程公司施工总承包了一项大型原油储备库工程,该工程主要包括 4 台 50000m3浮顶原油储罐 及其配套系统和设施。工程公司项目部对 50000m3浮顶储罐的施工方案进行了策划,确定罐壁焊缝采用自 动焊的主体施工方案,为了减少脚手架的搭设和投入,选用了适宜的内挂脚手架正装法组装罐壁,确定主 体施工方案后项目部编制了施工组织设计,并按规定程序进行了审批。施工过程中,发生了如下事件:
事件 1:由于罐壁自动焊接设备不能按计划日期到达施工现场,为不影响工程进度,项目部决定将罐 壁焊缝自动焊改为焊条电弧焊(手工焊)。为此,项目部根据电弧焊方法修改了施工组织设计,由项目总 工程师批准后实施,在施工过程中专业监理工程师发现,认为改变罐壁焊接方法属于重大施工方案修改, 项目部的施工组织变更的审批手续不符合要求,因此报请总监理工程师下达了工程停工指令。
事件 2:修改罐壁焊接方法后,工程公司项目部把焊缝的焊条电弧焊焊接作为质量控制的重点,制定 了合理的焊接顺序和工艺要求,并制定了质量预控方案。
事件 3:在对第一台焊接的 50000m3浮顶罐进行罐壁焊缝射线检测及缺陷分析中,认为气孔和密集气 孔是出现频次最多的超标缺陷,是影响焊接质量的主要因素,项目部采用因果分析图方法,找出了焊缝产 生气孔的主要原因,制定了对策表,在后续的焊接施工中,项目部落实了对策表内容,提高了焊接质量
【问题】
1.说明内挂脚手架正装法和外搭脚手架正装法脚手架的搭设区别。
2.事件一中,为什么监理工程师认为项目部对施工组织设计变更不符合要求?
3.写出储罐罐壁焊缝采用焊条电弧焊焊接方法的合理焊接顺序和工艺要求?
4.事件三中,项目部制定的焊缝质量对策表应包括哪些内容?
事件 1:由于罐壁自动焊接设备不能按计划日期到达施工现场,为不影响工程进度,项目部决定将罐 壁焊缝自动焊改为焊条电弧焊(手工焊)。为此,项目部根据电弧焊方法修改了施工组织设计,由项目总 工程师批准后实施,在施工过程中专业监理工程师发现,认为改变罐壁焊接方法属于重大施工方案修改, 项目部的施工组织变更的审批手续不符合要求,因此报请总监理工程师下达了工程停工指令。
事件 2:修改罐壁焊接方法后,工程公司项目部把焊缝的焊条电弧焊焊接作为质量控制的重点,制定 了合理的焊接顺序和工艺要求,并制定了质量预控方案。
事件 3:在对第一台焊接的 50000m3浮顶罐进行罐壁焊缝射线检测及缺陷分析中,认为气孔和密集气 孔是出现频次最多的超标缺陷,是影响焊接质量的主要因素,项目部采用因果分析图方法,找出了焊缝产 生气孔的主要原因,制定了对策表,在后续的焊接施工中,项目部落实了对策表内容,提高了焊接质量
【问题】
1.说明内挂脚手架正装法和外搭脚手架正装法脚手架的搭设区别。
2.事件一中,为什么监理工程师认为项目部对施工组织设计变更不符合要求?
3.写出储罐罐壁焊缝采用焊条电弧焊焊接方法的合理焊接顺序和工艺要求?
4.事件三中,项目部制定的焊缝质量对策表应包括哪些内容?
答案:
解析:
1.脚手架搭设方式不同之处包括:①外搭脚手架随罐壁板升高而逐层搭设;②内挂脚手架只需要 2~3 层脚手架,脚手架从下至上交替使用,不需要整个罐壁搭满脚手架。 2.事件 1 中的改变罐壁焊接方法是施工组织设计原则的重大变更,须履行原审批手续,不能项目总工 程师批准后随即实施。所以监理工程师认为项目部对施工组织设计变更的审批手续不符合要求。 3.焊接顺序:先焊纵向焊缝,后焊环向焊缝:当焊完相邻两圈壁板的纵向焊缝后,再焊其间的环向焊 缝。工艺要求:焊工应均匀分布,并沿同一方向施焊。 4.项目部制定的对策表一般包括的内容:因素(人、机、料、环、法);主要原因;采取的措施;执 行人及完成日期
第8题:
某机电工程公司施工总承包了一项大型原油储备库工程,该工程主要包括4台50000m3浮顶原油储罐及其配套系统和设施。工程公司项目部对50000m3浮顶罐的施工方案进行了策划,确定罐壁焊缝采用自动焊的主体施工方案,为了减少脚手架的搭设和投入,选用了适宜的内挂脚手架正装法组装罐壁,确定主体施工方案后项目部编制了施工组织设计,并按规定程序进行了审批。
施工过程中,发生了如下事件:
事件1:由于罐壁自动焊接设备不能按计划日期到达施工现场,为不影响工作进度,项目部决定将罐壁焊缝自动焊改为焊条电弧(手工焊)。为此,项目部按焊条电弧焊方法修改了施工组织设计,由项目总工程师批准后实施。在施工过程中专业监理工程师发现,认为改变罐壁焊接方法属于重大施工方案修改,项目部施工组织设计变更的审批手续不符合要求,因此报请总监理工程师下达了工程暂停令。
事件2:修改罐壁焊接方法后,工程公司项目部把焊缝的焊条电弧焊焊接质量作为质量控制的重点,制订了合理的焊接顺序和工艺要求,并编制了质量预控方案。
事件3:在对第一台焊接的50000m3浮顶罐进行罐壁焊缝射线检测及缺陷检查,认为气孔和密集气孔是出现频次最多的超标缺陷,是影响焊接质量的主要因素,项目部采用因果分析方法,找出了焊缝产生气孔的主要原因,制定了对策表,在后续的焊接施工中,项目部落实了对策表内容,提高了焊接质量。
<1> 、说明内挂脚手架正装法和外搭脚手架正装法脚手架的搭设区别。
<2> 、事件1中,为什么监理工程师认为项目部对施工组织设计变更审批手续不符合要求?
<3> 、写出储罐罐壁焊接采用焊条电弧焊焊接方法的合理焊接顺序和工艺要求。
<4> 、事件3中,项目部制定的对策表一般包括哪些内容?
施工过程中,发生了如下事件:
事件1:由于罐壁自动焊接设备不能按计划日期到达施工现场,为不影响工作进度,项目部决定将罐壁焊缝自动焊改为焊条电弧(手工焊)。为此,项目部按焊条电弧焊方法修改了施工组织设计,由项目总工程师批准后实施。在施工过程中专业监理工程师发现,认为改变罐壁焊接方法属于重大施工方案修改,项目部施工组织设计变更的审批手续不符合要求,因此报请总监理工程师下达了工程暂停令。
事件2:修改罐壁焊接方法后,工程公司项目部把焊缝的焊条电弧焊焊接质量作为质量控制的重点,制订了合理的焊接顺序和工艺要求,并编制了质量预控方案。
事件3:在对第一台焊接的50000m3浮顶罐进行罐壁焊缝射线检测及缺陷检查,认为气孔和密集气孔是出现频次最多的超标缺陷,是影响焊接质量的主要因素,项目部采用因果分析方法,找出了焊缝产生气孔的主要原因,制定了对策表,在后续的焊接施工中,项目部落实了对策表内容,提高了焊接质量。
<1> 、说明内挂脚手架正装法和外搭脚手架正装法脚手架的搭设区别。
<2> 、事件1中,为什么监理工程师认为项目部对施工组织设计变更审批手续不符合要求?
<3> 、写出储罐罐壁焊接采用焊条电弧焊焊接方法的合理焊接顺序和工艺要求。
<4> 、事件3中,项目部制定的对策表一般包括哪些内容?
答案:
解析:
<1> 、(1)脚手架数量的区别。内挂脚手架正装法:一台储罐施工宜用2层至3层脚手架,1个或2个楼梯间,脚手架从下至上交替使用;外搭脚手架正装法:脚手架随罐壁板升高而逐层搭设;采用在壁板内侧挂设移动小车进行内侧施工。(2)移动小车架设的区别。内挂脚手架正装法:采用在罐壁外侧挂设移动小车进行罐壁外侧施工;外搭脚手架正装法:采用在壁板内侧挂设移动小车进行内侧施工。
<2> 、在施工中,一旦对原施工组织设计进行了修改,需要履行原审批手续后才能实施。题干中,由项目总工程师批准后即行实施,是不妥的。正确做法:施工单位完成内部编制、审核、审批程序后,由施工单位项目经理或其授权人签章后向监理报批,并报建设单位审批。
<3> 、罐壁焊接采用焊条电弧焊的焊接顺序和工艺要求:
①当焊完相邻两圈壁板的纵向焊缝后,再焊其间的环向焊缝(即先焊纵向焊缝,后焊环向焊缝)。②焊工应均匀分布,并沿同一方向施焊。
<4> 、主要包括:因素(人、机、料、法、环);主要原因;采取的措施。
<2> 、在施工中,一旦对原施工组织设计进行了修改,需要履行原审批手续后才能实施。题干中,由项目总工程师批准后即行实施,是不妥的。正确做法:施工单位完成内部编制、审核、审批程序后,由施工单位项目经理或其授权人签章后向监理报批,并报建设单位审批。
<3> 、罐壁焊接采用焊条电弧焊的焊接顺序和工艺要求:
①当焊完相邻两圈壁板的纵向焊缝后,再焊其间的环向焊缝(即先焊纵向焊缝,后焊环向焊缝)。②焊工应均匀分布,并沿同一方向施焊。
<4> 、主要包括:因素(人、机、料、法、环);主要原因;采取的措施。
第9题:
写出储罐罐壁焊缝采用焊条电弧焊焊接方法的合理焊接顺序和工艺要求。
答案:
解析:
罐壁采用焊条电弧焊的焊接顺序是先焊纵向焊缝,后焊环向焊缝;罐壁采用焊条电弧焊的工艺要求是焊工应均匀分布,并沿同一方向施焊。
第10题:
常见钢制储罐的焊接方法有( )。
A.焊条电弧焊接
B.钢制储罐环缝埋弧自动焊接
C.磁性角焊缝埋弧焊
D.钢制储罐的角焊缝半自动焊接
E.单丝埋弧自动焊接
B.钢制储罐环缝埋弧自动焊接
C.磁性角焊缝埋弧焊
D.钢制储罐的角焊缝半自动焊接
E.单丝埋弧自动焊接
答案:A,B,C,D
解析:
本题考核的是常见钢制储罐的焊接方法。常见钢制储罐的焊接方法有焊条电弧焊(手工焊)、钢制储罐的角焊缝半自动焊接、钢制储罐环缝埋弧自动焊接、双丝埋弧自动角缝焊接、钢制储罐立缝气电焊、磁性角焊缝埋弧焊。