
机电工程
多选题管道焊接过程中出现气孔质量问题时,可采用的质量预控措施包括 ( )A采取焊后热处理B进行焊材烘干C配备焊条保温桶D焊接前进行预热E控制焊接电流电压
题目
多选题
管道焊接过程中出现气孔质量问题时,可采用的质量预控措施包括 ( )
A
采取焊后热处理
B
进行焊材烘干
C
配备焊条保温桶
D
焊接前进行预热
E
控制焊接电流电压
如果没有搜索结果,请直接 联系老师 获取答案。
如果没有搜索结果,请直接 联系老师 获取答案。
相似问题和答案
第1题:
某机电安装公司承包室外压力管道安装工程,干管直径DN350~DN450,管线长度4.5km。施工期多阴雨、工期紧。为保证工程质量,项目部把室外压力管道安装分为原材料检验、管架制作安装、管道预制、管道安装、管道焊接、管道试验、管道保温、管道吹扫等工序,按照质量影响的重要程度进行预控和检查。
施工过程中,严格执行“三检制”,并利用排列图法对出现的焊接气孔问题进行分析,及时采取改进措施,顺利完成施工任务。
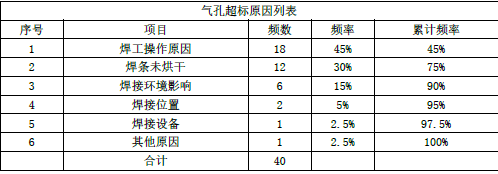
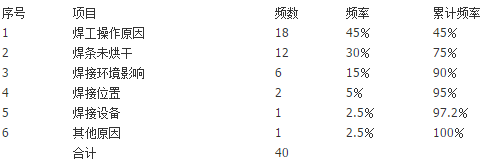
专职检查员在第一阶段检查焊口质量时,一共检查出40处气孔超标,列表如下:

【问题】:
1.压力管道安装工程中,哪些工序为关键工序(或A类质量控制点)?
2.何谓“三检制”?简述“三检制”的实施程序。
3.根据背景材料,画出针对产生焊接气孔缺陷原因分析的排列图。
4.分析焊接中产生气孔的主要原因。
5.项目部针对出现的焊接气孔质量问题,应采取哪些改进措施?
施工过程中,严格执行“三检制”,并利用排列图法对出现的焊接气孔问题进行分析,及时采取改进措施,顺利完成施工任务。
专职检查员在第一阶段检查焊口质量时,一共检查出40处气孔超标,列表如下:
【问题】:
1.压力管道安装工程中,哪些工序为关键工序(或A类质量控制点)?
2.何谓“三检制”?简述“三检制”的实施程序。
3.根据背景材料,画出针对产生焊接气孔缺陷原因分析的排列图。
4.分析焊接中产生气孔的主要原因。
5.项目部针对出现的焊接气孔质量问题,应采取哪些改进措施?
答案:
解析:
1.材料检验、管道焊接和管道试验为关键工序。
2.“三检制”就是自检、互检和专检相结合的质量检查制度。“三检制”的实施程序:工程施工工序完工后,由施工现场负责人组织质量“自检”,自检合格后,报请项目部,组织上下道工序
“互检”,互检合格后由现场施工员报请质量检查人员进行“专检”。“自检”记录由施工现场负责人填写并保存,“互检”记录由领工员负责填写(要求上下道工序施工负责人签字确认)并保存,“专检”记录由各相关质量检查人员负责填写,汇总报项目部保存。
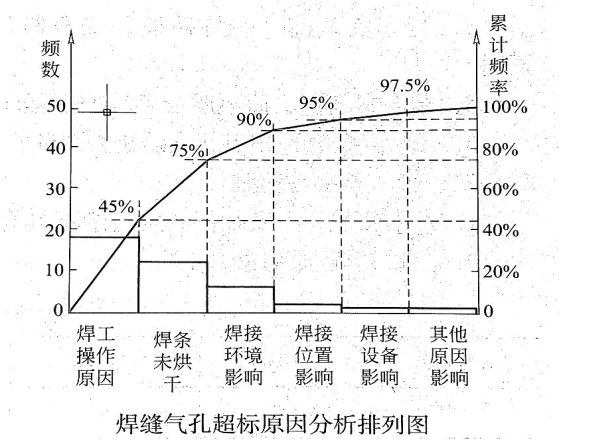
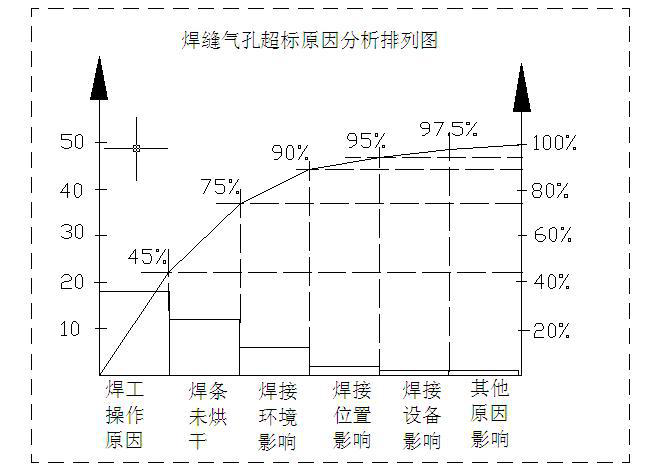
3.焊接气孔超标原因分析排列图见图1H420120-1。
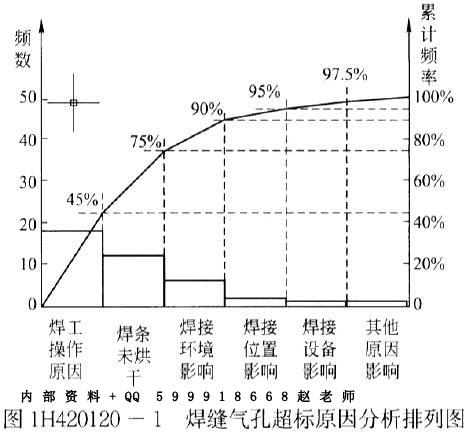
4.管道焊缝气孔超标的主要原因是:焊工操作原因、焊条未烘干。前两项加起来已经达到75%,为A类,是影响气孔质量的主要因素;而第三项占了15%,虽为B类因素,但影响也不可忽视。
5.针对焊工操作问题,项目部要进行培训,使焊工掌握相应的焊接技术,把经过培训还不能掌握相应技术的人员淘汰掉;针对焊条未烘干问题,要加强焊条烘干管理,建立相应的制度和管理措施,使没有经过烘干的焊条到不了焊工手中;针对环境问题,主要是潮湿,应采取防潮、防雨措施,同时要将焊口处烘干再焊,并将焊条储存在保温桶里,不使焊条受潮;针对其他几个问题,也要采取相应措施给予改进。
2.“三检制”就是自检、互检和专检相结合的质量检查制度。“三检制”的实施程序:工程施工工序完工后,由施工现场负责人组织质量“自检”,自检合格后,报请项目部,组织上下道工序
“互检”,互检合格后由现场施工员报请质量检查人员进行“专检”。“自检”记录由施工现场负责人填写并保存,“互检”记录由领工员负责填写(要求上下道工序施工负责人签字确认)并保存,“专检”记录由各相关质量检查人员负责填写,汇总报项目部保存。
3.焊接气孔超标原因分析排列图见图1H420120-1。
4.管道焊缝气孔超标的主要原因是:焊工操作原因、焊条未烘干。前两项加起来已经达到75%,为A类,是影响气孔质量的主要因素;而第三项占了15%,虽为B类因素,但影响也不可忽视。
5.针对焊工操作问题,项目部要进行培训,使焊工掌握相应的焊接技术,把经过培训还不能掌握相应技术的人员淘汰掉;针对焊条未烘干问题,要加强焊条烘干管理,建立相应的制度和管理措施,使没有经过烘干的焊条到不了焊工手中;针对环境问题,主要是潮湿,应采取防潮、防雨措施,同时要将焊口处烘干再焊,并将焊条储存在保温桶里,不使焊条受潮;针对其他几个问题,也要采取相应措施给予改进。
第2题:
A 机电安装公司承包了建设单位30000m 室外压力管道的安装工程,按《特种设备法》有关规定,办理了书面告知,并接受监督检验单位的监督检验。
由于本工程工期很紧,而且施工期间阴雨较多,项目部为了保证工程质量,把室外压力管道安装分为原材料检验、管架制作安装、管道预制、管道安装、管道焊接、管道试验、管道保温、管道吹扫等工序,按照对整体质量影响的重要程度进行预控和检查。在施工过程中,实行了“三检制”,加强了管道焊接控制环节和控制点设置,对焊工管理、焊材管理设为控制环节,并利用排列图法对出现的焊接气孔问题进行了分析,及时釆取了改进措施,顺利地完成了任务。
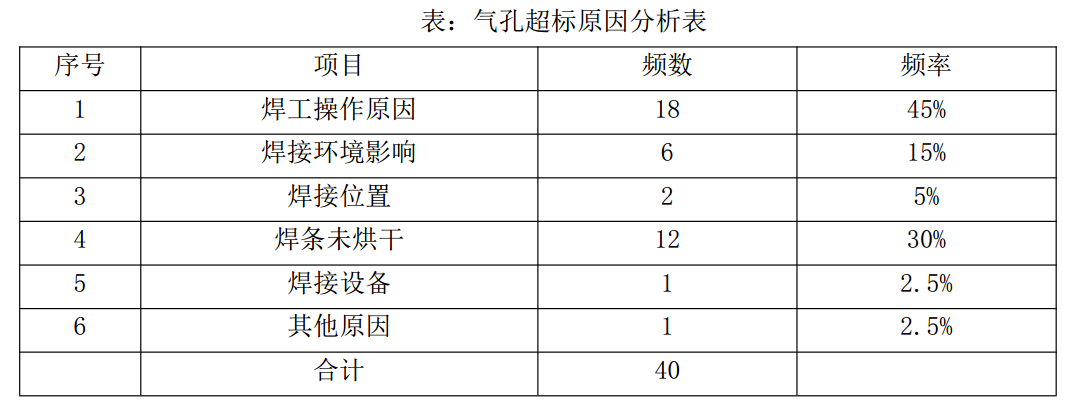
专职检查员在第一阶段检查焊口质量时,一共检查出40 处气孔超标,分析了原因,列表如下:
问题:
1.本工程管道监督检验的内容有哪些?
2.对管道焊接的控制环节还有哪些?焊工管理的控制点主要有哪些?
3.根据背景和列表,分析产生焊接气孔的 ABC 主要原因。
4.项目部针对出现的焊接气孔质量问题,应采取哪些改进措施?
由于本工程工期很紧,而且施工期间阴雨较多,项目部为了保证工程质量,把室外压力管道安装分为原材料检验、管架制作安装、管道预制、管道安装、管道焊接、管道试验、管道保温、管道吹扫等工序,按照对整体质量影响的重要程度进行预控和检查。在施工过程中,实行了“三检制”,加强了管道焊接控制环节和控制点设置,对焊工管理、焊材管理设为控制环节,并利用排列图法对出现的焊接气孔问题进行了分析,及时釆取了改进措施,顺利地完成了任务。
专职检查员在第一阶段检查焊口质量时,一共检查出40 处气孔超标,分析了原因,列表如下:
问题:
1.本工程管道监督检验的内容有哪些?
2.对管道焊接的控制环节还有哪些?焊工管理的控制点主要有哪些?
3.根据背景和列表,分析产生焊接气孔的 ABC 主要原因。
4.项目部针对出现的焊接气孔质量问题,应采取哪些改进措施?
答案:
解析:
1.管道监督检验的内容包括:
(1)安装单位是否按规定办理备案手续;
(2)人员是否配套,是否具备相应资格并与承担的工作相适应;
(3)在焊接方面是否满足安装要求;
(4)是否有违规分包、转包压力管道安装工程行为等。
2.对管道焊接的控制环节还有:焊接工艺评定、焊接工艺、焊接作业、焊接返修。
焊工管理的控制点包括:(1)焊工考试取证;(2)焊工岗前培训;(3)焊工持证上岗;(4)焊工考核、档案管理。
3.管道焊缝气孔超标的主要原因是:焊工操作原因、焊条未烘干,两项加起来已经达到75%,为A 类影响因素,是影响气孔质量的主要因素;焊接环境影响为B 类,是次要影响因素;其他影响因素为C 类。
4.(1)针对焊工操作问题,项目部要对焊工进行培训;
(2)针对焊条未烘干问题,要加强焊条烘干管理,建立相应的制度和管理措施,使没有经过烘干的焊条到不了焊工手中;
(3)针对环境问题,应采取防潮、防雨措施,要将焊口处烘干再焊,并将焊条储存在保温桶里;针对其他几个问题,也要采取相应措施给予改进。
(1)安装单位是否按规定办理备案手续;
(2)人员是否配套,是否具备相应资格并与承担的工作相适应;
(3)在焊接方面是否满足安装要求;
(4)是否有违规分包、转包压力管道安装工程行为等。
2.对管道焊接的控制环节还有:焊接工艺评定、焊接工艺、焊接作业、焊接返修。
焊工管理的控制点包括:(1)焊工考试取证;(2)焊工岗前培训;(3)焊工持证上岗;(4)焊工考核、档案管理。
3.管道焊缝气孔超标的主要原因是:焊工操作原因、焊条未烘干,两项加起来已经达到75%,为A 类影响因素,是影响气孔质量的主要因素;焊接环境影响为B 类,是次要影响因素;其他影响因素为C 类。
4.(1)针对焊工操作问题,项目部要对焊工进行培训;
(2)针对焊条未烘干问题,要加强焊条烘干管理,建立相应的制度和管理措施,使没有经过烘干的焊条到不了焊工手中;
(3)针对环境问题,应采取防潮、防雨措施,要将焊口处烘干再焊,并将焊条储存在保温桶里;针对其他几个问题,也要采取相应措施给予改进。
第3题:
为保证地下室管道焊接质量,针对环境条件编制质量预控方案。
正确答案:
地下室管道焊接质量预控方案; 工序名称:焊接工序:(1分) 可能出现的质量问题:产生气孔(1分)、夹渣(1分)、等质量缺陷 提出质量预控措施:焊工备带焊条保温筒(2分)、施焊前对焊口进行清理(1分)和烘干(1分)
地下室管道焊接质量预控方案; 工序名称:焊接工序:(1分) 可能出现的质量问题:产生气孔(1分)、夹渣(1分)、等质量缺陷 提出质量预控措施:焊工备带焊条保温筒(2分)、施焊前对焊口进行清理(1分)和烘干(1分)
第4题:
A机电安装公司承包了30000m室外压力管道的安装工程,工期很紧,而且施工期间阴雨较多。项目部为了保证工程质量,把室外压力管道安装分为原材料检验、管架制作安装、管道预制、管道安装、管道焊接、管道试验、管道保温、管道吹扫等工序,按照对整体质量影响的重要程度进行预控和检查。在施工过程中,实行了“三检制”,同时加强了专职检查,并利用排列图法对出现的焊接气孔问题进行了分析,及时采取了改进措施,顺利地完成了任务。专职检查员在第一阶段检查焊口质量时,一共检查出40处气孔超标,分析了原因,列表如下:

问题:
(1)在压力管道安装工程中,哪些工序为关键工序(或A类质量控制点)(2)何谓“三检制”在管道焊接工序中,“三检制”应如何进行(3)根据背景和列表,画出针对产生焊接气孔缺陷原因分析的排列图。(4)分析焊接中产生气孔的主要原因。(5)项目部针对出现的焊接气孔质量问题,应采取哪些改进措施
问题:
(1)在压力管道安装工程中,哪些工序为关键工序(或A类质量控制点)(2)何谓“三检制”在管道焊接工序中,“三检制”应如何进行(3)根据背景和列表,画出针对产生焊接气孔缺陷原因分析的排列图。(4)分析焊接中产生气孔的主要原因。(5)项目部针对出现的焊接气孔质量问题,应采取哪些改进措施
答案:
解析:
(1)材料检验、管道焊接和管道试验为关键工序。(2) “三检制”就是自检、互检和专检相结合的质量检查制度。在管道焊接工序,焊工应首先进行自检,要检查坡口质量、组对质量、焊条烘干质量、焊机是否完好、焊接环境以及焊接过程中的自检等;互检就是焊工或焊接组长之间的相互检查,尤其在自己没有把握的情况下一定要互检,防止自检判断的错误或者是漏检;专检就是专职检查员对焊口焊接质量的抽查,尤其在焊接一开始或新手焊工或在不利环境下的焊接,要多点抽查,确保焊接质量;对焊口质量的无损检测也属于专检,应及时跟上,及时发现问题及时解决。(3) 焊接气孔超标原因分析排列图(见下图)
(4) 管道焊缝气孔超标的主要原因是:焊工操作原因、焊条未烘干和焊接环境影响。前两项加起来已经达到75%,为A类,是影响气孔质量的主要因;而第三项占了15%,虽为B类因素,但影响也不可忽视。(5) 针对焊工操作问题,项目部要进行培训,使焊工掌握相应的焊接技术,把经过培训还不能掌握相应技术的人员淘汰掉;针对焊条未烘干问题,要加强焊条烘干管理,建立相应的制度和管理措施,使没有经过烘干的焊条到不了焊工手中;针对环境问题,主要是潮湿,应采取防潮、防雨措施,同时要将焊口处烘干再焊,并将焊条储存在保温桶里,不使焊条受潮;针对其他几个问题,也要采取相应措施给予改进。
(4) 管道焊缝气孔超标的主要原因是:焊工操作原因、焊条未烘干和焊接环境影响。前两项加起来已经达到75%,为A类,是影响气孔质量的主要因;而第三项占了15%,虽为B类因素,但影响也不可忽视。(5) 针对焊工操作问题,项目部要进行培训,使焊工掌握相应的焊接技术,把经过培训还不能掌握相应技术的人员淘汰掉;针对焊条未烘干问题,要加强焊条烘干管理,建立相应的制度和管理措施,使没有经过烘干的焊条到不了焊工手中;针对环境问题,主要是潮湿,应采取防潮、防雨措施,同时要将焊口处烘干再焊,并将焊条储存在保温桶里,不使焊条受潮;针对其他几个问题,也要采取相应措施给予改进。
第5题:
质量预控是指施工技术人员和质量管理人员事先对分项分部工程进行分析,找出在施工过程中可能或容易出现的质量环节,制订相应的对策,采取质量预控措施予以预防。
答案:对
解析:
质量预控是指施工技术人员和质量管理人员事先对分项分部工程进行分析,找出在施工过程中可能或容易出现的质量环节,制订相应的对策,采取质量预控措施予以预防。
第6题:
某机电安装公司承接一静置设备安装工程。工程内容包括:10 台 5000m3拱顶罐、5 台 10000m3球罐的安装工程。项目部为保证工程质量,项目部按照质量影响的重要程度进行预控和检查。在施工过程中,严格执行“三检制”,并利用排列图法对出现的焊接气孔问题进行分析,及时采用改进措施。专职检查员在第一阶段检查焊口质量时,一共检查出 40 处气孔超标,列表如下:
安装公司在施工过程中出现了如下事件:
事件 1:安装公司在中幅板焊接时出现质量问题,出现了严重变形。
事件 2:安装公司在进行罐内进行涂装作业时,涂装作业人员直接进入罐内进行作业,采用 36V 安全电源作为行灯照明电源;3 台喷涂机分别由 3 个开关控制,并共用一个总漏电保护开关。存在不符合规定之处,及时被监理工程师制止。
问题:
1.根据图表将气孔超标原因分别归纳为 A 类因素、B 类因素和 C 类因素。
2.什么是“三检制”?简述“三检制”的实施程序。
3.安装公司在焊接中幅板是应采取怎样的措施控制焊接变形?
4.指出事件 2 中不符合安全规定之处,并阐述正确的做法。在受限空间进行涂装作业应符合那些要求?
安装公司在施工过程中出现了如下事件:
事件 1:安装公司在中幅板焊接时出现质量问题,出现了严重变形。
事件 2:安装公司在进行罐内进行涂装作业时,涂装作业人员直接进入罐内进行作业,采用 36V 安全电源作为行灯照明电源;3 台喷涂机分别由 3 个开关控制,并共用一个总漏电保护开关。存在不符合规定之处,及时被监理工程师制止。
问题:
1.根据图表将气孔超标原因分别归纳为 A 类因素、B 类因素和 C 类因素。
2.什么是“三检制”?简述“三检制”的实施程序。
3.安装公司在焊接中幅板是应采取怎样的措施控制焊接变形?
4.指出事件 2 中不符合安全规定之处,并阐述正确的做法。在受限空间进行涂装作业应符合那些要求?
答案:
解析:
1.通常按累计频率划分为主要因素 A 类(0-80%) 、次要因素 B 类(80%一 90%)和一般因素 C 类(90%一 100%)三类。
A 类因素:焊工操作原因、焊条未烘干。B 类因素:焊接环境影响。C 类因素:焊接位置、焊接设备、其他原因。
2.施工质量的三级检查制度,简称“三检制”,即操作者的“自检”,施工人员之间的“互检” (交接检)和专职质量检验人员“专检”相结合的一种检验制度。“三检制”的实施程序:工程施工工序完工后,由施工现场负责人组织质量“自检” ,自检合
格后,报请项目部,组织上下道工序“互检” ,互检合格后由现场施工员报请质量检查人员进行“专检” 。“自检”记录由施工现场负责人填写并保存,“互检”记录由领工员负责填写(要求上下道工序施工负责人签字确认)并保存,“专检”记录由各相关质量检查人员负责填写。
3.中幅板焊接先焊短焊缝、后焊长焊缝,焊前要将长焊缝的定位焊点全部铲开,用定位板固定。遵循由罐中心向四周并隔缝对称焊接的原则,分段退焊或跳焊。
4.(1)涂装作业人员直接进入罐内进行作业不正确,涂装作业人员进入前,应进行空气含氧量和有毒气体检测;(2)采用 36V 安全电源作为行灯照明电源不正确,在特别潮湿场所、受限空间内,行灯电压不应大于 12V。(3)3 台喷涂机分别由 3 个开关控制,并共用一个
总漏电保护开关不正确,用电设备应执行“一机一闸一保护”控制保护的规定。受限空间内涂装作业应符合下列要求:1)受限空间内不得作为外来制件的涂漆作业场所;2)进入受限空间进行涂装作业前必须办理作业票。涂装作业人员进入前,应进行空气含氧量和有毒
气体检测;3)作业人员进人深度超过 1.2m 的受限空间作业时,应在腰部系上保险绳,绳的另一头交给监护人员,作为预防性防护;4)严禁向密闭空间内通氧气和采用明火照明。
A 类因素:焊工操作原因、焊条未烘干。B 类因素:焊接环境影响。C 类因素:焊接位置、焊接设备、其他原因。
2.施工质量的三级检查制度,简称“三检制”,即操作者的“自检”,施工人员之间的“互检” (交接检)和专职质量检验人员“专检”相结合的一种检验制度。“三检制”的实施程序:工程施工工序完工后,由施工现场负责人组织质量“自检” ,自检合
格后,报请项目部,组织上下道工序“互检” ,互检合格后由现场施工员报请质量检查人员进行“专检” 。“自检”记录由施工现场负责人填写并保存,“互检”记录由领工员负责填写(要求上下道工序施工负责人签字确认)并保存,“专检”记录由各相关质量检查人员负责填写。
3.中幅板焊接先焊短焊缝、后焊长焊缝,焊前要将长焊缝的定位焊点全部铲开,用定位板固定。遵循由罐中心向四周并隔缝对称焊接的原则,分段退焊或跳焊。
4.(1)涂装作业人员直接进入罐内进行作业不正确,涂装作业人员进入前,应进行空气含氧量和有毒气体检测;(2)采用 36V 安全电源作为行灯照明电源不正确,在特别潮湿场所、受限空间内,行灯电压不应大于 12V。(3)3 台喷涂机分别由 3 个开关控制,并共用一个
总漏电保护开关不正确,用电设备应执行“一机一闸一保护”控制保护的规定。受限空间内涂装作业应符合下列要求:1)受限空间内不得作为外来制件的涂漆作业场所;2)进入受限空间进行涂装作业前必须办理作业票。涂装作业人员进入前,应进行空气含氧量和有毒
气体检测;3)作业人员进人深度超过 1.2m 的受限空间作业时,应在腰部系上保险绳,绳的另一头交给监护人员,作为预防性防护;4)严禁向密闭空间内通氧气和采用明火照明。
第7题:
质量预控方案一般包括:( )三部分内容。
A.工序分析
B.工序名称
C.可能出现的质量问题
D.提出质量预控措施
E.采取质量预控措施予以预防
B.工序名称
C.可能出现的质量问题
D.提出质量预控措施
E.采取质量预控措施予以预防
答案:B,C,D
解析:
质量预控方案一般包括:工序名称、可能出现的质量问题、提出质量预控措施三部分内容。
第8题:
【2016 年案例五】针对气孔数量超标缺陷,A 公司在管道焊接过程中应采取哪些质量预控措施?
答案:
解析:
针对气孔数量超标缺陷,A 公司在管道焊接过程中应采取的质量预控措施有:焊材烘干,配备保温桶,采取防风措施,控制氩气纯度,焊前预热。
第9题:
A机电安装公司承包了30000m室外压力管道的安装工程,工期很紧,而且施工期间阴雨较多。项目部为了保证工程质量,把室外压力管道安装分为原材料检验、管架制作安装、管道预制、管道安装、管道焊接、管道试验、管道保温、管道吹扫等工序,按照对整体质量影响的重要程度进行预控和检查。在施工过程中,实行了“三检制”,同时加强了专职检查,并利用排列图法对出现的焊接气孔问题进行了分析,及时采取了改进措施,顺利地完成了任务。专职检查员在第一阶段检查焊口质量时,一共检查出40处气孔超标,分析了原因,列表如下:
【问题】1.在压力管道安装工程中,哪些工序为关键工序(或A类质量控制点)2.何谓“三检制”在管道焊接工序中,“三检制”应如何进行3.根据背景和列表,画出针对产生焊接气孔缺陷原因分析的排列图。4.分析焊接中产生气孔的主要原因。5.项目部针对出现的焊接气孔质量问题,应采取哪些改进措施
【问题】1.在压力管道安装工程中,哪些工序为关键工序(或A类质量控制点)2.何谓“三检制”在管道焊接工序中,“三检制”应如何进行3.根据背景和列表,画出针对产生焊接气孔缺陷原因分析的排列图。4.分析焊接中产生气孔的主要原因。5.项目部针对出现的焊接气孔质量问题,应采取哪些改进措施
答案:
解析:
1.材料检验、管道焊接和管道试验为关键工序。2.“三检制”就是自检、互检和专检相结合的质量检查制度。在管道焊接工序,焊工应首先进行自检,要检查坡口质量、组对质量、焊条烘干质量、焊机是否完好、焊接环境以及焊接过程中的自检等;互检就是焊工或焊接组长之间的相互检查,尤其在自己没有把握的情况下一定要互检,防止自检判断的错误或者是漏检;专检就是专职检查员对焊口焊接质量的抽查,尤其在焊接一开始或新手焊工或在不利环境下的焊接,要多点抽查,确保焊接质量;对焊口质量的无损检测也属于专检,应及时跟上,及时发现问题及时解决。3.焊接气孔超标原因分析排列图(见下图)
4.管道焊缝气孔超标的主要原因是:焊工操作原因、焊条未烘干和焊接环境影响。前两项加起来已经达到75%,为A类,是影响气孔质量的主要因素;而第三项占了15%,虽为B类因素,但影响也不可忽视。5.针对焊工操作问题(A类),项目部要进行培训,使焊工掌握相应的焊接技术,把经过培训还不能掌握相应技术的人员淘汰掉;针对焊条未烘干问题(A类),要加强焊条烘干管理,建立相应的制度和管理措施,使没有经过烘干的焊条到不了焊工手中;针对环境问题,(B类)主要是潮湿,应采取防潮、防雨措施,同时要将焊口处烘干再焊,并将焊条储存在保温桶里,不使焊条受潮;针对其他几个问题,也要采取相应措施给予改进。
4.管道焊缝气孔超标的主要原因是:焊工操作原因、焊条未烘干和焊接环境影响。前两项加起来已经达到75%,为A类,是影响气孔质量的主要因素;而第三项占了15%,虽为B类因素,但影响也不可忽视。5.针对焊工操作问题(A类),项目部要进行培训,使焊工掌握相应的焊接技术,把经过培训还不能掌握相应技术的人员淘汰掉;针对焊条未烘干问题(A类),要加强焊条烘干管理,建立相应的制度和管理措施,使没有经过烘干的焊条到不了焊工手中;针对环境问题,(B类)主要是潮湿,应采取防潮、防雨措施,同时要将焊口处烘干再焊,并将焊条储存在保温桶里,不使焊条受潮;针对其他几个问题,也要采取相应措施给予改进。
第10题:
A机电安装公司承包了30000m室外压力管道的安装工程,工期很紧,而且施工期间阴雨较多。项目部为了保证工程质量,把室外压力管道安装分为原材料检验、管架制作安装、管道预制、管道安装、管道焊接、管道试验、管道保温、管道吹扫等工序,按照对整体质量影响的重要程度进行预控和检查。在施工过程中,实行了“三检制”,同时加强了专职检查,并利用排列图法对出现的焊接气孔问题进行了分析,及时采取了改进措施,顺利的完成了任务。专职检查员在第一阶段检查焊口质量时,一共检查出40处气孔超标,分析了原因,列表如下:

[问题1][简答题]
在压力管道安装工程中,哪些工序为关键工序(或A级质量控制点)
[问题2][简答题]
何谓“三检制”在管道焊接工序中,“三检制”应如何进行
[问题3][简答题]
根据背景和列表,画出针对产生焊接气孔缺陷原因分析的排列图。
[问题4][简答题]
分析焊接中产生气孔的主要原因。应采取哪些改进措施
[问题5][简答题]
简述管道试压前的安全技术措施。
[问题1][简答题]
在压力管道安装工程中,哪些工序为关键工序(或A级质量控制点)
[问题2][简答题]
何谓“三检制”在管道焊接工序中,“三检制”应如何进行
[问题3][简答题]
根据背景和列表,画出针对产生焊接气孔缺陷原因分析的排列图。
[问题4][简答题]
分析焊接中产生气孔的主要原因。应采取哪些改进措施
[问题5][简答题]
简述管道试压前的安全技术措施。
答案:
解析:
[问题1][简答题]1.在压力管道安装工程中,材料检验、管道焊接和管道试验为关键工序。
[问题2][简答题]“三检制”就是自检、互检和专检相结合的质量检查制度。在管道焊接工序,焊工应首先进行自检,要检查坡口质量、组对质量、焊条烘干质量、焊机是否完好、焊接环境以及焊接过程中的自检等;互检就是焊工或焊接组长之间的相互检查,尤其在白己没有把握的情况下一定要互检,防止自检判断的错误或者是漏检;专检就是专职检查员对焊口焊接质量的抽查,尤其在焊接一开始或新手焊工或在不利环境下的焊接,要多点抽查,确保焊接质量;对焊口质量的无损检测也属于专检,应及时跟上,发现问题及时解决。
[问题3][简答题]焊接气孔超标原因分析排列图

[问题4][简答题]管道焊缝气孔超标的主要原因是:前两项加起来已经达到75%,为A类,焊工操作原因、焊条未烘干和焊接环境影响。是影响气孔质量的主要因素;而第三项占了15%,虽为B类因素,但影响也不可忽视。针对焊工操作问题,项目部要进行培训,使焊工掌握相应的焊接技术,把经过培训还不能掌握相应技术的人员淘汰;针对焊条未烘干问题,要加强焊条烘干管理,建立相应的制度和管理措施,使没有经过烘干的焊条到不了焊工手中;针对环境问题,主要是潮湿,应采取防潮、防雨措施,同时要将焊口处烘干再焊,并将焊条储存在保温桶里,使焊条不受潮;针对其他几个问题,也要采取相应措施给予改进。
[问题5][简答题]将待试管道上的安全阀、爆破板及仪表元件等拆下或加以隔离,待试管道与无关的系统用盲板或采取其他措施隔开,管道上的膨胀节设置临时约束装置
[问题2][简答题]“三检制”就是自检、互检和专检相结合的质量检查制度。在管道焊接工序,焊工应首先进行自检,要检查坡口质量、组对质量、焊条烘干质量、焊机是否完好、焊接环境以及焊接过程中的自检等;互检就是焊工或焊接组长之间的相互检查,尤其在白己没有把握的情况下一定要互检,防止自检判断的错误或者是漏检;专检就是专职检查员对焊口焊接质量的抽查,尤其在焊接一开始或新手焊工或在不利环境下的焊接,要多点抽查,确保焊接质量;对焊口质量的无损检测也属于专检,应及时跟上,发现问题及时解决。
[问题3][简答题]焊接气孔超标原因分析排列图
[问题4][简答题]管道焊缝气孔超标的主要原因是:前两项加起来已经达到75%,为A类,焊工操作原因、焊条未烘干和焊接环境影响。是影响气孔质量的主要因素;而第三项占了15%,虽为B类因素,但影响也不可忽视。针对焊工操作问题,项目部要进行培训,使焊工掌握相应的焊接技术,把经过培训还不能掌握相应技术的人员淘汰;针对焊条未烘干问题,要加强焊条烘干管理,建立相应的制度和管理措施,使没有经过烘干的焊条到不了焊工手中;针对环境问题,主要是潮湿,应采取防潮、防雨措施,同时要将焊口处烘干再焊,并将焊条储存在保温桶里,使焊条不受潮;针对其他几个问题,也要采取相应措施给予改进。
[问题5][简答题]将待试管道上的安全阀、爆破板及仪表元件等拆下或加以隔离,待试管道与无关的系统用盲板或采取其他措施隔开,管道上的膨胀节设置临时约束装置