
CMS专题
单选题罐底边缘板与中幅板之问的收缩缝采用手工焊接,控制焊接变形的主要工艺措施是()。A 焊工均匀分布对称施焊B 第一层焊接采用分段退焊法或跳焊法C 先焊短焊缝后焊长焊缝D 焊工应均匀分布沿同一方向施焊
题目
单选题
罐底边缘板与中幅板之问的收缩缝采用手工焊接,控制焊接变形的主要工艺措施是()。
A
焊工均匀分布对称施焊
B
第一层焊接采用分段退焊法或跳焊法
C
先焊短焊缝后焊长焊缝
D
焊工应均匀分布沿同一方向施焊
如果没有搜索结果,请直接 联系老师 获取答案。
如果没有搜索结果,请直接 联系老师 获取答案。
相似问题和答案
第1题:
(2011年真题)金属储罐罐底的中幅板搭接接头焊接时,控制焊接变形的主要工艺措施之一是( )。
A.先焊长焊缝
B.初层焊道采用分段退焊或跳焊法
C.焊工均匀分布、对称施焊
D.沿同一方向进行分段焊接
B.初层焊道采用分段退焊或跳焊法
C.焊工均匀分布、对称施焊
D.沿同一方向进行分段焊接
答案:B
解析:
本题考查的是控制焊接变形的主要工艺措施。 控制焊接变形的主要工艺措施(手工焊接中幅板采用搭接接头时,先焊短焊缝,后焊长焊缝,初层焊道应 采用分段退焊或跳焊法;弓形边缘板对接焊缝的初层焊,宜采用焊工均匀分布、对称施焊的方法; 罐底边缘板与中幅板之间的收缩缝,第一层焊接,采用分段退焊或跳焊法; 罐底与罐壁连接的角焊缝,由数对焊工对称均匀分布,从罐内、外沿同一方向进行分段焊接。初层焊道采 用分段退焊或跳焊法
第2题:
金属罐中幅板焊接时,控制焊接变形的主要工艺措施有( )。
A.先焊短焊缝,后焊长焊缝
B.焊工均匀分布,同向分段焊接
C.焊工均匀分布,对称施焊
D.由罐中心向四周并隔缝对称焊接
E.先焊内侧,再焊外侧
B.焊工均匀分布,同向分段焊接
C.焊工均匀分布,对称施焊
D.由罐中心向四周并隔缝对称焊接
E.先焊内侧,再焊外侧
答案:A,D
解析:
中幅板焊接先焊短焊缝、后焊长焊缝,焊前要将长焊缝的定位焊点全部铲开,用定位板固定。遵循由罐中心向四周并隔缝对称焊接的原则,分段退焊或跳焊。
第3题:
油罐罐壁每层圈板上的竖直焊缝均采用对接焊接,拱顶罐圈板与圈板间的环向焊缝可以采用对接焊接,亦可采用搭接焊接。()
此题为判断题(对,错)。
参考答案:正确
第4题:
罐底边缘板与中幅板之间的收缩缝焊接,控制焊接变形的主要工艺措施是()。
A.焊工均匀分布对称施焊
B.初层焊接采用分段退焊法或跳焊法
C.先焊短焊缝后焊长焊缝
D.焊工应均匀分布沿同一方向施焊
B.初层焊接采用分段退焊法或跳焊法
C.先焊短焊缝后焊长焊缝
D.焊工应均匀分布沿同一方向施焊
答案:B
解析:
本题考查的是底板控制焊接变形的措施 罐底与罐壁连接的角焊缝:先焊内侧环形角缝,再焊外侧环形角缝。由数对焊工对称均匀分布,同一方向进行分段焊接。初层焊道采用分段退焊或跳焊法。
第5题:
立式圆筒形钢制储罐底板焊接顺序中,中幅板焊后应焊接( )。
A.罐壁和罐底连接的角焊缝
B.边缘板对接焊缝靠外侧300mm
C.边缘板与中幅板的收缩焊缝
D.罐壁纵向焊缝
B.边缘板对接焊缝靠外侧300mm
C.边缘板与中幅板的收缩焊缝
D.罐壁纵向焊缝
答案:B
解析:
金属储罐底焊接顺序:中幅板焊缝→罐底边缘板对接焊缝靠边缘的300mm部位→罐底与罐壁板连接的缝(在底圈壁板纵焊缝焊完后施焊)→边缘板剩余对接焊缝→边缘板与中幅板之间的收缩缝。
第6题:
预防储罐焊接变形的组装技术措施包括( )。
A.焊缝要集中对称布置
B.底板边缘板对接接头间隙均匀
C.采用反变形措施
D.在边缘板下安装楔铁,补偿焊缝的纵向收缩
B.底板边缘板对接接头间隙均匀
C.采用反变形措施
D.在边缘板下安装楔铁,补偿焊缝的纵向收缩
答案:C
解析:
预防焊接变形组装技术措施: (1)储罐排版要符合规范的要求,焊缝要分散、对称布置。所以,A选项错误。 (2)底板边缘板对接接头采用不等间隙,间隙要外小内大;采用反变形措施,在边缘板下安装楔铁,补偿焊缝的角向收缩。所以,B选项错误。 (3)壁板卷制中要用弧形样板检查边缘的弧度,避免壁板纵缝组对时形成尖角。可用弧形护板定位控制纵缝的角变形。所以,D选项错误。
第7题:
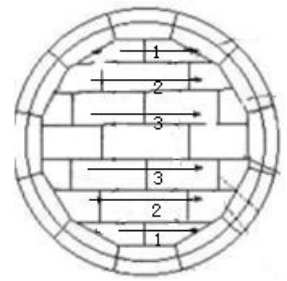
某安装公司中标了 10 台 5000m3拱顶罐、5 台 10000m3球罐的安装工程,拱顶罐和球罐的制作材料都是 Q345R,球罐 采用的是 7 带球罐,壁厚为 50mm。项目部建立了质量和安全监督体系,编制了施工方案,储罐采用倒装法施工。在储罐 的焊接过程中,施工单位按照以下顺序进行罐底的焊接:①边缘板对接焊缝靠外侧的 300mm→②底圈罐壁与罐底的角焊缝
→③边缘板与中幅板之间的收缩缝→④边缘板剩余焊缝→⑤中幅板焊接。在中幅板焊接时,施工单位按照图示顺序进行 了焊接,出现了严重变形。
根据进度计划的安排,9、10 号储罐焊接时正赶上雨季,安装公司项目部提前编制了质量预控方案。因为措施得当, 储罐焊接顺利完成。
在球罐焊接完成后,施工单位即进行了球罐的外观检查、超声波探伤、热处理,却在球罐水压试验的时候,发现了 大量裂纹。
【问题】 1.写出储罐罐底正确的焊接顺序(以序号表示)。
2.写出中幅板焊接时的正确顺序及预防中幅板焊接变形的工艺措施。
3.针对 9、10 号储罐焊接,项目部应如何编制质量预控方案?
4.分析球罐产生裂纹及未及时发现裂纹的主要原因。列举预防此类裂纹的主要措施。
5.球罐热处理前应具备哪些条件?
6.该球罐无损探伤选择超声波探伤是否合理?说明理由。
→③边缘板与中幅板之间的收缩缝→④边缘板剩余焊缝→⑤中幅板焊接。在中幅板焊接时,施工单位按照图示顺序进行 了焊接,出现了严重变形。
根据进度计划的安排,9、10 号储罐焊接时正赶上雨季,安装公司项目部提前编制了质量预控方案。因为措施得当, 储罐焊接顺利完成。
在球罐焊接完成后,施工单位即进行了球罐的外观检查、超声波探伤、热处理,却在球罐水压试验的时候,发现了 大量裂纹。
【问题】 1.写出储罐罐底正确的焊接顺序(以序号表示)。
2.写出中幅板焊接时的正确顺序及预防中幅板焊接变形的工艺措施。
3.针对 9、10 号储罐焊接,项目部应如何编制质量预控方案?
4.分析球罐产生裂纹及未及时发现裂纹的主要原因。列举预防此类裂纹的主要措施。
5.球罐热处理前应具备哪些条件?
6.该球罐无损探伤选择超声波探伤是否合理?说明理由。
答案:
解析:
1.罐底正确的焊接顺序:⑤→①→②→④→③。(P110)
2.中幅板正确的焊接顺序是:由罐中心向四周对称焊。预防中幅板变形的工艺措施有:先焊短焊缝,后焊长焊缝。
分段退焊,分段跳焊。(P111)
3.质量预控方案: (P397)
工序名称:储罐焊接
可能出现的质量问题:气孔、夹渣
提出的质量预控措施:焊材烘干;配备焊条保温桶;坡口清理除锈;搭设防雨棚(采取防雨措施)。
4.主要原因是:(1)焊前未进行焊条焊丝的扩散氢复验,焊缝中含扩散氢;(P57)
(2)无损检测时间不正确。因为Q345R 容易产生延迟裂纹,所以应在焊完之后至少36h 进行无损检测。
预防延迟裂纹的措施有:焊条烘干、减少应力、焊前预热、焊后热处理、焊后热消氢处理,必要时打磨焊缝余高。
(P61/P67)
5. 热处理前应具备的条件:(P115)
(1)热处理方案已经批准。
(2)各项无损检测工作全部完成并合格。
(3)加热系统已调试合格。
(4)已办理工序交接手续。
6.合理。因为:
(1)该球罐壁厚为50mm,超声波探伤对厚板的检出率高,而射线探伤只适用于38mm 以下的厚度。(P66)
(2)该球罐主要缺陷为裂纹,裂纹属于平面型缺陷,超声波探伤对平面型缺陷的检出率高,而射线探伤对体积型缺陷的检出率高,对面积型缺陷容易漏检。除此之外,超声波探伤成本低,检测速度快,对人体和环境无伤害,所以用超声波探伤合理。(P67)
2.中幅板正确的焊接顺序是:由罐中心向四周对称焊。预防中幅板变形的工艺措施有:先焊短焊缝,后焊长焊缝。
分段退焊,分段跳焊。(P111)
3.质量预控方案: (P397)
工序名称:储罐焊接
可能出现的质量问题:气孔、夹渣
提出的质量预控措施:焊材烘干;配备焊条保温桶;坡口清理除锈;搭设防雨棚(采取防雨措施)。
4.主要原因是:(1)焊前未进行焊条焊丝的扩散氢复验,焊缝中含扩散氢;(P57)
(2)无损检测时间不正确。因为Q345R 容易产生延迟裂纹,所以应在焊完之后至少36h 进行无损检测。
预防延迟裂纹的措施有:焊条烘干、减少应力、焊前预热、焊后热处理、焊后热消氢处理,必要时打磨焊缝余高。
(P61/P67)
5. 热处理前应具备的条件:(P115)
(1)热处理方案已经批准。
(2)各项无损检测工作全部完成并合格。
(3)加热系统已调试合格。
(4)已办理工序交接手续。
6.合理。因为:
(1)该球罐壁厚为50mm,超声波探伤对厚板的检出率高,而射线探伤只适用于38mm 以下的厚度。(P66)
(2)该球罐主要缺陷为裂纹,裂纹属于平面型缺陷,超声波探伤对平面型缺陷的检出率高,而射线探伤对体积型缺陷的检出率高,对面积型缺陷容易漏检。除此之外,超声波探伤成本低,检测速度快,对人体和环境无伤害,所以用超声波探伤合理。(P67)
第8题:
金属储罐罐底的中幅板搭接接头焊接时, 控制焊接变形的主要工艺措施之一是() 。
A. 先焊长焊缝
B. 初层焊道采用分段退焊或跳焊法
C. 焊工均匀分布、 对称施
D. 沿同一方向进行分段焊接
B. 初层焊道采用分段退焊或跳焊法
C. 焊工均匀分布、 对称施
D. 沿同一方向进行分段焊接
答案:B
解析:
本题考查的是控制焊接变形的主要工艺措施。控制焊接变形的主要工艺措施手工焊接中幅板采用搭接接头时,先焊短焊缝,后焊长焊缝,初层焊道应采用分段退焊或跳焊法;弓形边缘板对接焊缝的初层焊,宜采用焊工均匀分布、对称施焊的方法;罐底边缘板与中幅板之间的收缩缝,第一层焊接,采用分段退焊或跳焊法;罐底与罐壁连接的角焊缝,由数对焊工对称均匀分布,从罐内、外沿同一方向进行分段焊接。初层焊道采用分段退焊或跳焊法。
第9题:
(2016年真题)金属罐中幅板搭接接头采用手工焊接时,控制焊接变形的主要工艺措施有( )。
A.先焊短焊缝,后焊长焊缝
B.焊工均匀分布,同向分段焊接
C.焊工均匀分布,对称施焊
D.初层焊道采用分段退焊法
E.初层焊道采用跳焊法
B.焊工均匀分布,同向分段焊接
C.焊工均匀分布,对称施焊
D.初层焊道采用分段退焊法
E.初层焊道采用跳焊法
答案:A,D,E
解析:
本题考查的是金属储罐的焊接工艺及顺序。中幅板:搭接焊接接头可采用焊条电弧焊。先焊短焊 缝,后焊长焊缝。初层焊道应采用分段退焊或跳焊法;选项 B 属于弓形边缘板;选项 C 属于罐底与罐壁连 接的角焊缝。
第10题:
金属储罐中幅板搭接接头焊接时,控制焊接变形的主要工艺措施有( )。
A.先焊短焊缝,后焊长焊缝
B.先焊接外侧300mm 左右的焊缝
C.先焊内侧环形角缝,再焊外侧环形角缝
D.遵循由罐中心向四周并隔缝对称焊接的原则
E.采用分段退焊或跳焊法
B.先焊接外侧300mm 左右的焊缝
C.先焊内侧环形角缝,再焊外侧环形角缝
D.遵循由罐中心向四周并隔缝对称焊接的原则
E.采用分段退焊或跳焊法
答案:A,D,E
解析:
本题考查的是静置设备安装。(1)底板控制焊接变形的措施
1)边缘板采用隔缝焊接,边缘板先焊接外侧300mm 左右的焊缝,内侧待边缘板与壁板的角缝焊接后再施焊。
2)中幅板焊接先焊短焊缝、后焊长焊缝,焊前要将长焊缝的定位焊点全部铲开,用定位板固定。遵循由罐中心向四周并隔缝对称焊接的原则,分段退焊或跳焊。
3)罐底与罐壁连接的角焊缝:先焊内侧环形角缝,再焊外侧环形角缝。由数对焊工对称均匀分布,同一方向进行分段焊接。初层焊道采用分段退焊或跳焊法。
1)边缘板采用隔缝焊接,边缘板先焊接外侧300mm 左右的焊缝,内侧待边缘板与壁板的角缝焊接后再施焊。
2)中幅板焊接先焊短焊缝、后焊长焊缝,焊前要将长焊缝的定位焊点全部铲开,用定位板固定。遵循由罐中心向四周并隔缝对称焊接的原则,分段退焊或跳焊。
3)罐底与罐壁连接的角焊缝:先焊内侧环形角缝,再焊外侧环形角缝。由数对焊工对称均匀分布,同一方向进行分段焊接。初层焊道采用分段退焊或跳焊法。