
CMS专题
问答题某企业甲产品单件产品的必不可少的加工操作时间为108分钟,加工设备所需调整时间单件平均为1.2分钟,必要的工间休息单件平均为6分钟,正常的废品率为4%,标准变动制造费用分配率为5元/小时,标准固定制造费用分配率为8元/小时。本月预算产量为10000件,实际产量为12000件,实际工时为21600小时,实际变动制造费用与固定制造费用分别为110160元和250000元。企业按照正常标准成本进行成本控制。变动制造费用效率差异。
题目
问答题
某企业甲产品单件产品的必不可少的加工操作时间为108分钟,加工设备所需调整时间单件平均为1.2分钟,必要的工间休息单件平均为6分钟,正常的废品率为4%,标准变动制造费用分配率为5元/小时,标准固定制造费用分配率为8元/小时。本月预算产量为10000件,实际产量为12000件,实际工时为21600小时,实际变动制造费用与固定制造费用分别为110160元和250000元。企业按照正常标准成本进行成本控制。变动制造费用效率差异。
参考答案和解析
正确答案:
变动制造费用效率差异=(21600-12000X2)X5=-12000(元)F.
解析:
暂无解析
如果没有搜索结果,请直接 联系老师 获取答案。
相似问题和答案
第1题:
某企业批量生产一种零件,投产批量为20件,经过4道工序加工,按照加工顺序,单件每道工序作业时间依次为25分钟、15分钟、10分钟、15分钟,假设零件移动时间为零。
根据以上资料,回答题:
如果该企业采取平行移动方式进行零件移动,则有利于 ()。
根据以上资料,回答题:
如果该企业采取平行移动方式进行零件移动,则有利于 ()。
A 、 提高产品质量
B 、 保护生产设备
C 、 减少工序间搬运次数
D 、 缩短生产周期
B 、 保护生产设备
C 、 减少工序间搬运次数
D 、 缩短生产周期
答案:D
解析:
平行移动方式的突出优点是充分利用平行作业的可能,使生产周期达到最短。
第2题:
某企业采用平行顺序移动方式对一种零件进行加工,该零件投资批量为6件,有4道加工工序:按照加工顺序,单件每道工序作业时间依次为20分钟.10分钟.25分钟.15分钟,假设零件移动用时为零。将一个批次的该零件全部生产出来所需要的时间为()分钟。
A.120
B.200
C.245
D.300
B.200
C.245
D.300
答案:C
解析:
第3题:
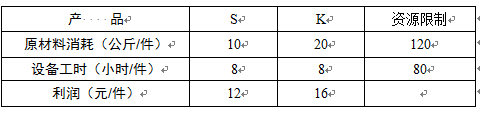
某工厂生产两种产品S和K,受到原材料供应和设备加工工时的限制。单件产品的利润、原材料消耗及加工工时如下表所示。为获得最大利润,S应生产______件。

A.7
B.8
C.9
D.10
正确答案:B
解析:该问题用线性规划模型求解。设利润为z,为了获得最大利润,S应生产x1件,K应生产x2件。
求解得x1=8,x2=2;故S应生产8件。
解析:该问题用线性规划模型求解。设利润为z,为了获得最大利润,S应生产x1件,K应生产x2件。
求解得x1=8,x2=2;故S应生产8件。
第4题:
在确定直接人工标准成本时,标准工时不包括()。
- A、直接加工操作必不可少的时间
- B、必要的工间休息
- C、调整设备时间
- D、可避免的废品耗用工时
正确答案:D
第5题:
某工厂生产两种产品S和K,受到原材料供应和设备加工工时的限制。单件产品的利润、原材料消耗及加工工时如下表。为获得最大利润,S应生产 ( ) 件。
A.7
B.8
C.9
D.10
B.8
C.9
D.10
答案:B
解析:
设利润为Z,为了获得最大利润,S应生产X1件,K应生产X2件。对该问题求解最优方案可以由下列数学模型描述: Max z=12X1+16X210X1+20X2≤1208X1+8X2≤80 X1≥0,X2≥0
第6题:
某企业进行一种零件的加工,工序间采用顺序移动方式搬运零件。该种零件投产批量为6件,有4道加工工序;按照加工顺序,单件每道工序作业时间依次为20分钟、10分钟、20分钟、15分钟。假设零件移动用时为零,则将一个批次的该种零件全部生产出来所需要的时间为( )分钟。
A.120
B.350
C.390
D.400
B.350
C.390
D.400
答案:C
解析:
6*(20+10+20+15)=390
第7题:
(2014年)甲公司是一家模具制造企业,正在制定某模具的标准成本。加工一件该模具需要的必不可少的加工操作时间为90 小时,设备调整时间为1 小时,必要的工间休息为5 小时。正常的废品率为4%。该模具的直接人工标准工时是( )小时。
A.93.6
B.96
C.99.84
D.100
B.96
C.99.84
D.100
答案:D
解析:
标准工时是指在现有生产技术条件下,生产单位产品所需要的时间,包括直接加工操作必不可少的时间,以及必要的间歇和停工,如工间休息、调整设备时间、不可避免的废品耗用工时等。所以该模具的直接人工标准工时=(90+1+5)/(1-4%)=100(小时)
第8题:
两工厂各加工480件产品,甲工厂每天比乙工厂多加工4件,完成任务所需时间比乙工厂少10天。设甲工厂每天加工产品x件,则x满足的方程为()。

答案:C
解析:
第9题:
每日生产量计算的依据,将按照单件产品操作所需要的时间来计算。
正确答案:错误
第10题:
某企业采用流水线生产,每天三班生产,每班工作8小时,每班有30分钟休息时间,每班生产零件100件,A工序的单件时间定额为8分钟,试计算流水线节拍、A工序所需设备数和A工序的设备负荷系数。
正确答案: 流水线节拍r=Te/N=3×8×60-30×3/100×3=1350/300=4.5(分钟/件)
A设备所需设备数Si’=ti/r=8/4.5=1.78(Si取整数为2台)
A工序的设备负荷系数Y=Si’/Si=1.78/2=89%比较理想