
管理类
单选题某轴类加工过程中已知对直径的公差要求为10±0.02mm,假设直径服从正态分布,对该过程进行过程能力分析发现Cp=1.0,Cpk=Cpu=0.8,因此可以判断,该过程分布中心是:公式计算()A 10.001mmB 10.002mmC 10.004mmD 10.006mm
题目
10.001mm
10.002mm
10.004mm
10.006mm
相似问题和答案
第1题:
A.减小过程标准差
B.降低过程均值至公差中心
C.提高过程均值至公差中心
D.凭这两个指数不能肯定改进方向,要结合工程实际状况确定
第2题:
已知某机械产品加工的过程能力指数Cp=1.67,Cpk=1.25。
该过程的偏移系数K约为( )。
A.0.25
B.0.4
C.0.67
D.1.0
解析:在有偏移的情况下,过程能力指数Cp可修正为Cpk,且Cpk=(1-K)Cp,所以K=
第3题:
已知某过程能力指数Cp=1.33,有偏移的过程能力指数Cpk=0.33。
公差T约为( )。
A.4σ
B.6σ
C.8σ
D.10σ
解析:由过程能力指数计算公式Cp=T/6σ,T=6σ×Cp=1.33×6σ≈8σ。
第4题:
该过程的偏移系数K约为( )。
A. 0.25 B. 0.4 C. 0.67 D. 1.0

第5题:
若该过程的Cp不变,而使用方要求Cpk = 1. 33,你认为最合理的措施为( )。
A.缩小分散程度 B.放宽公差带 C.加强质量检验 D.减少偏移量
第6题:
某黑带为监控轴类零件直径的波动,收集了25个子组(每个子组容量为5)的数据,绘制了Xbar-R控制图。已知过程稳定正态,直径规格为22.5±1mm。请估计此过程的能力指数Cp(常数d2=2.326):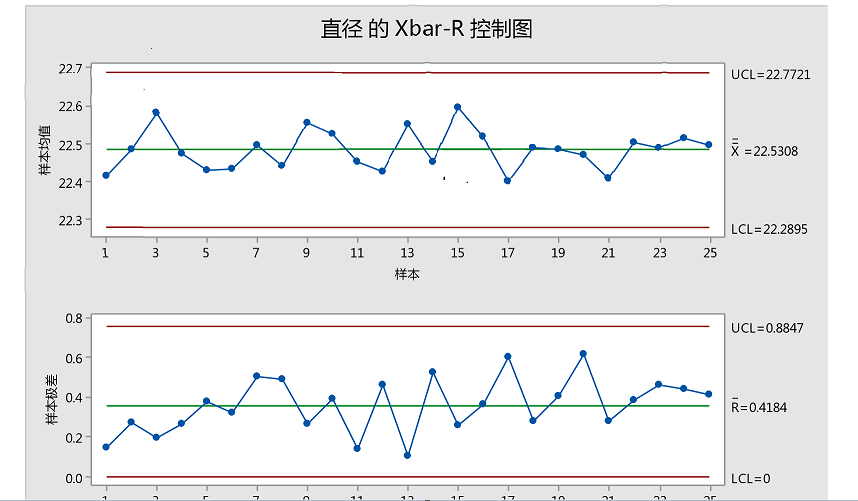
A.cp约为1.85
B.cp约为3.70
C.cp约为4.30
D.无法根据上述控制图估计cp
第7题:
某轮轴直径加工工序的过程能力指数为Cp=l.45,Cpk=0.83。此时,应首先采取的改进措施为( )。
A.减小轮轴直径的波动
B.缩减公差要求
C.改变技术要求,调整公差中心
D.调整轮轴直径加工的平均值接近或落在公差中心
Cp=1.45>1.33,表明过程波动基本能够满足要求,Cpk=_(1-K)Cp=0.83,与Cp差距较大,表明过程均值与目标值的偏离程度较大,应缩减。
第8题:
已知某零件加工的过程能力指数Cp=1.67,Cpk=1.00。
该过程的偏移系数K约为( )。
A.0.25
B.0.4
C.0.67
D.1
解析:
第9题:
该生产过程的能力指数Cpk为( )。
A. 1.0 B. 1.33 C. 1.67 D. 2.0

第10题:
根据以上资料,回答问题:
该工序的工序能力系数Cp为( ).
B: 1.00
C: 1.18
D: 1.41