
其它
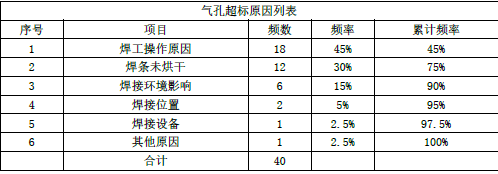
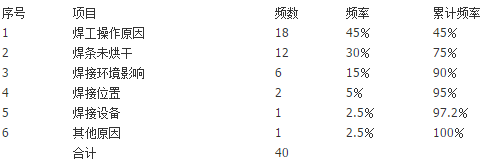
A机电安装公司承包了30000m室外压力管道的安装工程,工期很紧,而且施工期间阴雨较多。项目部为了保证工程质量,把室外压力管道安装分为原材料检验、管架制作安装、管道预制、管道安装、管道焊接、管道试验、管道保温、管道吹扫等工序,按照对整体质量影响的重要程度进行预控和检查。在施工过程中,实行了“三检制”,同时加强了专职检查,并利用排列图法对出现的焊接气孔问题进行了分析,及时采取了改进措施,顺利的完成了任务。专职检查员在第一阶段检查焊口质量时,一共检查出40处气孔超标,分析了原因,列表如下:[问题1][简答题]
题目
A机电安装公司承包了30000m室外压力管道的安装工程,工期很紧,而且施工期间阴雨较多。项目部为了保证工程质量,把室外压力管道安装分为原材料检验、管架制作安装、管道预制、管道安装、管道焊接、管道试验、管道保温、管道吹扫等工序,按照对整体质量影响的重要程度进行预控和检查。在施工过程中,实行了“三检制”,同时加强了专职检查,并利用排列图法对出现的焊接气孔问题进行了分析,及时采取了改进措施,顺利的完成了任务。专职检查员在第一阶段检查焊口质量时,一共检查出40处气孔超标,分析了原因,列表如下:

[问题1][简答题]
在压力管道安装工程中,哪些工序为关键工序(或A级质量控制点)
[问题2][简答题]
何谓“三检制”在管道焊接工序中,“三检制”应如何进行
[问题3][简答题]
根据背景和列表,画出针对产生焊接气孔缺陷原因分析的排列图。
[问题4][简答题]
分析焊接中产生气孔的主要原因。应采取哪些改进措施
[问题5][简答题]
简述管道试压前的安全技术措施。
[问题1][简答题]
在压力管道安装工程中,哪些工序为关键工序(或A级质量控制点)
[问题2][简答题]
何谓“三检制”在管道焊接工序中,“三检制”应如何进行
[问题3][简答题]
根据背景和列表,画出针对产生焊接气孔缺陷原因分析的排列图。
[问题4][简答题]
分析焊接中产生气孔的主要原因。应采取哪些改进措施
[问题5][简答题]
简述管道试压前的安全技术措施。
如果没有搜索结果,请直接 联系老师 获取答案。
如果没有搜索结果,请直接 联系老师 获取答案。
相似问题和答案
第1题:
某机电安装公司承接南方沿海一室外管道及机电设备安装工程,工程内容主要为30000m 室外管道的安装工程,设计压力10MPa,材料、设备由机电安装公司自行采购,工期为7 个月,3 月份开工。为了赶进度,机电安装工程公司组建项目部,进场后立即开始施工,并且雨期、高温期也不停工。项目部为了保证工程质量,室外压力管道的制作安装采用工厂化预制方式,现场组装焊接的方式,按照对整体质量影响的重要程度进行预控和检查。在施工过程中,实行了“三检制”,同时加强了专职检查,并利用排列图法对出现的焊接气孔问题进行了分析,专职检查员在第一阶段检查焊口质量时,一共检查出40 处气孔超标,分析了原因,具体如下:焊工操作原因18 处、焊条未烘干14 处、焊接环境影响4 处、焊接位置2 处、焊接设备1 处、其他原因1 处。另外,经过无损检测,发现有几处焊缝存在细微裂纹,进一步检查发现是部分焊条质量不合格造成的,项目部及时采取了改进措施,顺利地完成了任务。
【问题】
1.简述室外压力管道工厂化预制流程?
2.该工程应制定哪些安全技术措施?
3.在管道焊接工序中,“三检制”应如何进行?
4.根据背景和列表用排列图法区分哪些原因属于A、B、C 类因素?
5.管道焊缝有细微裂纹,指出施工生产要素中哪些因素失控。焊缝质量问题应如何处理?并说明理由。
【问题】
1.简述室外压力管道工厂化预制流程?
2.该工程应制定哪些安全技术措施?
3.在管道焊接工序中,“三检制”应如何进行?
4.根据背景和列表用排列图法区分哪些原因属于A、B、C 类因素?
5.管道焊缝有细微裂纹,指出施工生产要素中哪些因素失控。焊缝质量问题应如何处理?并说明理由。
答案:
解析:
1.室外压力管道工厂预制流程:
经过管件制作、坡口加工、焊接、热处理、检验、标记、清理、油漆和防腐等工序,制造出管道产品。
2.该工程应制定的安全技术措施有:
(1)针对南方沿海环境(雨期、夏季高温期)的安全技术措施;
(2)管道吊装作业安全技术措施;
(3)管道焊接、无损检测、热处理、压力试验等安全技术措施;
(4)高空作业、临时用电、机械加工、交叉作业等安全技术措施。
3. 管道焊接工序完工后,由施工现场负责人组织质量“自检”,自检合格后,报请项目经理部,组织上下道工序“互检”,互检合格后由现场施工员报请质量检查人员进行“专检”。
4. 造成焊接气孔的: A 类因素包括:焊工操作原因、焊条未烘干
B 类因素包括:焊接环境影响
C 类因素包括:焊接位置、焊接设备、其他原因。
5.(1)管道焊缝出现裂纹主要是焊条质量不合格造成的,这是机电安装公司在材料采购、进场验收等环节失控造成的。
(2)对此焊缝质量问题,必须全部返工,因为焊条本身质量不合格,说明所有的焊缝质量都不合格,必须全部铲掉,换质量合格的焊条重新施焊,所以为返工。
经过管件制作、坡口加工、焊接、热处理、检验、标记、清理、油漆和防腐等工序,制造出管道产品。
2.该工程应制定的安全技术措施有:
(1)针对南方沿海环境(雨期、夏季高温期)的安全技术措施;
(2)管道吊装作业安全技术措施;
(3)管道焊接、无损检测、热处理、压力试验等安全技术措施;
(4)高空作业、临时用电、机械加工、交叉作业等安全技术措施。
3. 管道焊接工序完工后,由施工现场负责人组织质量“自检”,自检合格后,报请项目经理部,组织上下道工序“互检”,互检合格后由现场施工员报请质量检查人员进行“专检”。
4. 造成焊接气孔的: A 类因素包括:焊工操作原因、焊条未烘干
B 类因素包括:焊接环境影响
C 类因素包括:焊接位置、焊接设备、其他原因。
5.(1)管道焊缝出现裂纹主要是焊条质量不合格造成的,这是机电安装公司在材料采购、进场验收等环节失控造成的。
(2)对此焊缝质量问题,必须全部返工,因为焊条本身质量不合格,说明所有的焊缝质量都不合格,必须全部铲掉,换质量合格的焊条重新施焊,所以为返工。
第2题:
A 机电安装公司承包了建设单位30000m 室外压力管道的安装工程,按《特种设备法》有关规定,办理了书面告知,并接受监督检验单位的监督检验。
由于本工程工期很紧,而且施工期间阴雨较多,项目部为了保证工程质量,把室外压力管道安装分为原材料检验、管架制作安装、管道预制、管道安装、管道焊接、管道试验、管道保温、管道吹扫等工序,按照对整体质量影响的重要程度进行预控和检查。在施工过程中,实行了“三检制”,加强了管道焊接控制环节和控制点设置,对焊工管理、焊材管理设为控制环节,并利用排列图法对出现的焊接气孔问题进行了分析,及时釆取了改进措施,顺利地完成了任务。
专职检查员在第一阶段检查焊口质量时,一共检查出40 处气孔超标,分析了原因,列表如下:
问题:
1.本工程管道监督检验的内容有哪些?
2.对管道焊接的控制环节还有哪些?焊工管理的控制点主要有哪些?
3.根据背景和列表,分析产生焊接气孔的 ABC 主要原因。
4.项目部针对出现的焊接气孔质量问题,应采取哪些改进措施?
由于本工程工期很紧,而且施工期间阴雨较多,项目部为了保证工程质量,把室外压力管道安装分为原材料检验、管架制作安装、管道预制、管道安装、管道焊接、管道试验、管道保温、管道吹扫等工序,按照对整体质量影响的重要程度进行预控和检查。在施工过程中,实行了“三检制”,加强了管道焊接控制环节和控制点设置,对焊工管理、焊材管理设为控制环节,并利用排列图法对出现的焊接气孔问题进行了分析,及时釆取了改进措施,顺利地完成了任务。
专职检查员在第一阶段检查焊口质量时,一共检查出40 处气孔超标,分析了原因,列表如下:
问题:
1.本工程管道监督检验的内容有哪些?
2.对管道焊接的控制环节还有哪些?焊工管理的控制点主要有哪些?
3.根据背景和列表,分析产生焊接气孔的 ABC 主要原因。
4.项目部针对出现的焊接气孔质量问题,应采取哪些改进措施?
答案:
解析:
1.管道监督检验的内容包括:
(1)安装单位是否按规定办理备案手续;
(2)人员是否配套,是否具备相应资格并与承担的工作相适应;
(3)在焊接方面是否满足安装要求;
(4)是否有违规分包、转包压力管道安装工程行为等。
2.对管道焊接的控制环节还有:焊接工艺评定、焊接工艺、焊接作业、焊接返修。
焊工管理的控制点包括:(1)焊工考试取证;(2)焊工岗前培训;(3)焊工持证上岗;(4)焊工考核、档案管理。
3.管道焊缝气孔超标的主要原因是:焊工操作原因、焊条未烘干,两项加起来已经达到75%,为A 类影响因素,是影响气孔质量的主要因素;焊接环境影响为B 类,是次要影响因素;其他影响因素为C 类。
4.(1)针对焊工操作问题,项目部要对焊工进行培训;
(2)针对焊条未烘干问题,要加强焊条烘干管理,建立相应的制度和管理措施,使没有经过烘干的焊条到不了焊工手中;
(3)针对环境问题,应采取防潮、防雨措施,要将焊口处烘干再焊,并将焊条储存在保温桶里;针对其他几个问题,也要采取相应措施给予改进。
(1)安装单位是否按规定办理备案手续;
(2)人员是否配套,是否具备相应资格并与承担的工作相适应;
(3)在焊接方面是否满足安装要求;
(4)是否有违规分包、转包压力管道安装工程行为等。
2.对管道焊接的控制环节还有:焊接工艺评定、焊接工艺、焊接作业、焊接返修。
焊工管理的控制点包括:(1)焊工考试取证;(2)焊工岗前培训;(3)焊工持证上岗;(4)焊工考核、档案管理。
3.管道焊缝气孔超标的主要原因是:焊工操作原因、焊条未烘干,两项加起来已经达到75%,为A 类影响因素,是影响气孔质量的主要因素;焊接环境影响为B 类,是次要影响因素;其他影响因素为C 类。
4.(1)针对焊工操作问题,项目部要对焊工进行培训;
(2)针对焊条未烘干问题,要加强焊条烘干管理,建立相应的制度和管理措施,使没有经过烘干的焊条到不了焊工手中;
(3)针对环境问题,应采取防潮、防雨措施,要将焊口处烘干再焊,并将焊条储存在保温桶里;针对其他几个问题,也要采取相应措施给予改进。
第3题:
直接安装在管道上的仪表,宜在( )安装。
A管道吹扫后压力试验后
B管道吹扫后压力试验前
C管道吹扫前压力试验前
D管道吹扫前压力试验后
答案:B
第4题:
A机电安装公司承包了30000m室外压力管道的安装工程,工期很紧,而且施工期间阴雨较多。项目部为了保证工程质量,把室外压力管道安装分为原材料检验、管架制作安装、管道预制、管道安装、管道焊接、管道试验、管道保温、管道吹扫等工序,按照对整体质量影响的重要程度进行预控和检查。在施工过程中,实行了“三检制”,同时加强了专职检查,并利用排列图法对出现的焊接气孔问题进行了分析,及时采取了改进措施,顺利地完成了任务。专职检查员在第一阶段检查焊口质量时,一共检查出40处气孔超标,分析了原因,列表如下:
【问题】1.在压力管道安装工程中,哪些工序为关键工序(或A类质量控制点)2.何谓“三检制”在管道焊接工序中,“三检制”应如何进行3.根据背景和列表,画出针对产生焊接气孔缺陷原因分析的排列图。4.分析焊接中产生气孔的主要原因。5.项目部针对出现的焊接气孔质量问题,应采取哪些改进措施
【问题】1.在压力管道安装工程中,哪些工序为关键工序(或A类质量控制点)2.何谓“三检制”在管道焊接工序中,“三检制”应如何进行3.根据背景和列表,画出针对产生焊接气孔缺陷原因分析的排列图。4.分析焊接中产生气孔的主要原因。5.项目部针对出现的焊接气孔质量问题,应采取哪些改进措施
答案:
解析:
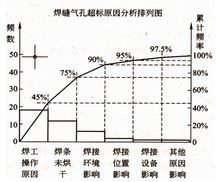
1.材料检验、管道焊接和管道试验为关键工序。2.“三检制”就是自检、互检和专检相结合的质量检查制度。在管道焊接工序,焊工应首先进行自检,要检查坡口质量、组对质量、焊条烘干质量、焊机是否完好、焊接环境以及焊接过程中的自检等;互检就是焊工或焊接组长之间的相互检查,尤其在自己没有把握的情况下一定要互检,防止自检判断的错误或者是漏检;专检就是专职检查员对焊口焊接质量的抽查,尤其在焊接一开始或新手焊工或在不利环境下的焊接,要多点抽查,确保焊接质量;对焊口质量的无损检测也属于专检,应及时跟上,及时发现问题及时解决。3.焊接气孔超标原因分析排列图(见下图)
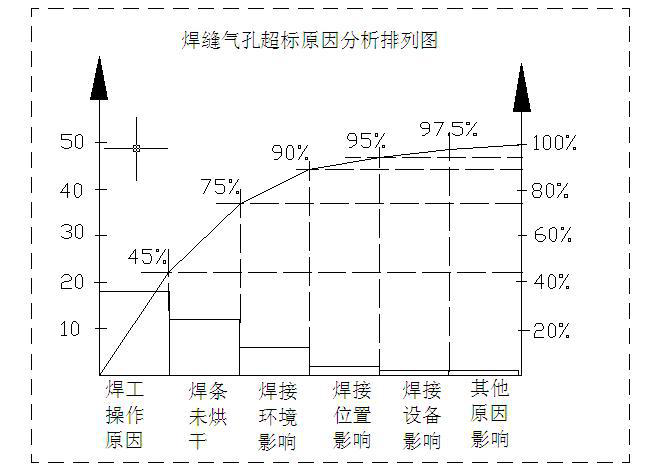
4.管道焊缝气孔超标的主要原因是:焊工操作原因、焊条未烘干和焊接环境影响。前两项加起来已经达到75%,为A类,是影响气孔质量的主要因素;而第三项占了15%,虽为B类因素,但影响也不可忽视。5.针对焊工操作问题(A类),项目部要进行培训,使焊工掌握相应的焊接技术,把经过培训还不能掌握相应技术的人员淘汰掉;针对焊条未烘干问题(A类),要加强焊条烘干管理,建立相应的制度和管理措施,使没有经过烘干的焊条到不了焊工手中;针对环境问题,(B类)主要是潮湿,应采取防潮、防雨措施,同时要将焊口处烘干再焊,并将焊条储存在保温桶里,不使焊条受潮;针对其他几个问题,也要采取相应措施给予改进。
4.管道焊缝气孔超标的主要原因是:焊工操作原因、焊条未烘干和焊接环境影响。前两项加起来已经达到75%,为A类,是影响气孔质量的主要因素;而第三项占了15%,虽为B类因素,但影响也不可忽视。5.针对焊工操作问题(A类),项目部要进行培训,使焊工掌握相应的焊接技术,把经过培训还不能掌握相应技术的人员淘汰掉;针对焊条未烘干问题(A类),要加强焊条烘干管理,建立相应的制度和管理措施,使没有经过烘干的焊条到不了焊工手中;针对环境问题,(B类)主要是潮湿,应采取防潮、防雨措施,同时要将焊口处烘干再焊,并将焊条储存在保温桶里,不使焊条受潮;针对其他几个问题,也要采取相应措施给予改进。
第5题:
下列工业安装分项工程的主控项目有()。
A、管道的焊接材质
B、压力试验
C、试运行
D、管道阀门检验
E、管道保温
B、压力试验
C、试运行
D、管道阀门检验
E、管道保温
答案:A,B,C
解析:
2018新教材P322 2、主控项目。是指对安全、卫生、环境保护和公众利益,以及对工程质量起决定性作用的检验项目,检验内容包括重要材料、构件及配件、成品及半成品、设备性能及附件的材质、技术性能等,例如:管道的焊接材质、压力试验、风管系统测定、电梯的安全保护及试运行等。对于主控项目是要求必须达到的。
第6题:
直接安装在管道上的自动化仪表,宜在( )安装。
A.管道吹扫后、压力试验前
B.管道吹扫前、压力试验前
C.管逍吹扫后、压力试验试验后
D.管道吹扫前、压力试验后
B.管道吹扫前、压力试验前
C.管逍吹扫后、压力试验试验后
D.管道吹扫前、压力试验后
答案:A
解析:
直接安装在管道上的仪表,宜在管道吹扫后安装,当必须与管道同时安装时,在管道吹扫前应将仪表拆下。直接安装在设备或管道上的仪表在安装完毕应进行压力试验。
第7题:
当拟建工程中有设备、管道冬雨季施工,有易燃易爆、有害环境施工,或设备、管道焊接质量要求较高时,措施项目可列项为( )。
A、设备、管道焊接保护措施
B、压力容器和高压管道的检验
C、设备、管道施工的安全防冻和焊接保护
D、管道安装充气保护
A、设备、管道焊接保护措施
B、压力容器和高压管道的检验
C、设备、管道施工的安全防冻和焊接保护
D、管道安装充气保护
答案:C
解析:
当拟建工程中有设备、管道冬雨季施工,有易燃易爆、有害环境施工,或设备、管道焊接质量要求较高时,措施项目可列项为“设备、管道施工的安全防冻和焊接保护”。参见教材P132。
第8题:
某机电安装公司承包室外压力管道安装工程,干管直径DN350~DN450,管线长度4.5km。施工期多阴雨、工期紧。为保证工程质量,项目部把室外压力管道安装分为原材料检验、管架制作安装、管道预制、管道安装、管道焊接、管道试验、管道保温、管道吹扫等工序,按照质量影响的重要程度进行预控和检查。
施工过程中,严格执行“三检制”,并利用排列图法对出现的焊接气孔问题进行分析,及时采取改进措施,顺利完成施工任务。
专职检查员在第一阶段检查焊口质量时,一共检查出40处气孔超标,列表如下:

【问题】:
1.压力管道安装工程中,哪些工序为关键工序(或A类质量控制点)?
2.何谓“三检制”?简述“三检制”的实施程序。
3.根据背景材料,画出针对产生焊接气孔缺陷原因分析的排列图。
4.分析焊接中产生气孔的主要原因。
5.项目部针对出现的焊接气孔质量问题,应采取哪些改进措施?
施工过程中,严格执行“三检制”,并利用排列图法对出现的焊接气孔问题进行分析,及时采取改进措施,顺利完成施工任务。
专职检查员在第一阶段检查焊口质量时,一共检查出40处气孔超标,列表如下:
【问题】:
1.压力管道安装工程中,哪些工序为关键工序(或A类质量控制点)?
2.何谓“三检制”?简述“三检制”的实施程序。
3.根据背景材料,画出针对产生焊接气孔缺陷原因分析的排列图。
4.分析焊接中产生气孔的主要原因。
5.项目部针对出现的焊接气孔质量问题,应采取哪些改进措施?
答案:
解析:
1.材料检验、管道焊接和管道试验为关键工序。
2.“三检制”就是自检、互检和专检相结合的质量检查制度。“三检制”的实施程序:工程施工工序完工后,由施工现场负责人组织质量“自检”,自检合格后,报请项目部,组织上下道工序
“互检”,互检合格后由现场施工员报请质量检查人员进行“专检”。“自检”记录由施工现场负责人填写并保存,“互检”记录由领工员负责填写(要求上下道工序施工负责人签字确认)并保存,“专检”记录由各相关质量检查人员负责填写,汇总报项目部保存。
3.焊接气孔超标原因分析排列图见图1H420120-1。
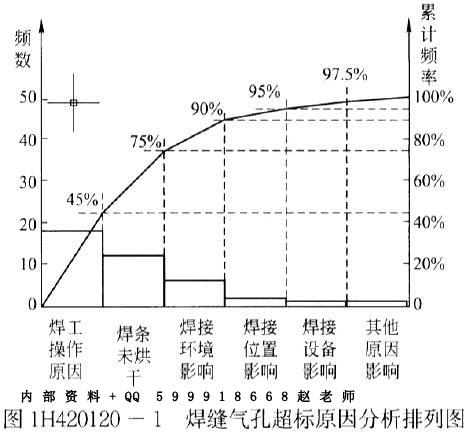
4.管道焊缝气孔超标的主要原因是:焊工操作原因、焊条未烘干。前两项加起来已经达到75%,为A类,是影响气孔质量的主要因素;而第三项占了15%,虽为B类因素,但影响也不可忽视。
5.针对焊工操作问题,项目部要进行培训,使焊工掌握相应的焊接技术,把经过培训还不能掌握相应技术的人员淘汰掉;针对焊条未烘干问题,要加强焊条烘干管理,建立相应的制度和管理措施,使没有经过烘干的焊条到不了焊工手中;针对环境问题,主要是潮湿,应采取防潮、防雨措施,同时要将焊口处烘干再焊,并将焊条储存在保温桶里,不使焊条受潮;针对其他几个问题,也要采取相应措施给予改进。
2.“三检制”就是自检、互检和专检相结合的质量检查制度。“三检制”的实施程序:工程施工工序完工后,由施工现场负责人组织质量“自检”,自检合格后,报请项目部,组织上下道工序
“互检”,互检合格后由现场施工员报请质量检查人员进行“专检”。“自检”记录由施工现场负责人填写并保存,“互检”记录由领工员负责填写(要求上下道工序施工负责人签字确认)并保存,“专检”记录由各相关质量检查人员负责填写,汇总报项目部保存。
3.焊接气孔超标原因分析排列图见图1H420120-1。
4.管道焊缝气孔超标的主要原因是:焊工操作原因、焊条未烘干。前两项加起来已经达到75%,为A类,是影响气孔质量的主要因素;而第三项占了15%,虽为B类因素,但影响也不可忽视。
5.针对焊工操作问题,项目部要进行培训,使焊工掌握相应的焊接技术,把经过培训还不能掌握相应技术的人员淘汰掉;针对焊条未烘干问题,要加强焊条烘干管理,建立相应的制度和管理措施,使没有经过烘干的焊条到不了焊工手中;针对环境问题,主要是潮湿,应采取防潮、防雨措施,同时要将焊口处烘干再焊,并将焊条储存在保温桶里,不使焊条受潮;针对其他几个问题,也要采取相应措施给予改进。
第9题:
安装仪表取源部件的开孔与焊接必须在()之前进行。
A、 工艺管道衬里施工
B、 管道吹扫
C、 管道压力试验
D、 管道气密
E、 管道预制
B、 管道吹扫
C、 管道压力试验
D、 管道气密
E、 管道预制
答案:A,B,C
解析:
2018新教材P89 , 安装取源部件的开孔与焊接必须在工艺管道或设备的防腐、衬里、吹扫和压力试验前进行。应避开焊缝及其边缘。
第10题:
A机电安装公司承包了30000m室外压力管道的安装工程,工期很紧,而且施工期间阴雨较多。项目部为了保证工程质量,把室外压力管道安装分为原材料检验、管架制作安装、管道预制、管道安装、管道焊接、管道试验、管道保温、管道吹扫等工序,按照对整体质量影响的重要程度进行预控和检查。在施工过程中,实行了“三检制”,同时加强了专职检查,并利用排列图法对出现的焊接气孔问题进行了分析,及时采取了改进措施,顺利地完成了任务。专职检查员在第一阶段检查焊口质量时,一共检查出40处气孔超标,分析了原因,列表如下:

问题:
(1)在压力管道安装工程中,哪些工序为关键工序(或A类质量控制点)(2)何谓“三检制”在管道焊接工序中,“三检制”应如何进行(3)根据背景和列表,画出针对产生焊接气孔缺陷原因分析的排列图。(4)分析焊接中产生气孔的主要原因。(5)项目部针对出现的焊接气孔质量问题,应采取哪些改进措施
问题:
(1)在压力管道安装工程中,哪些工序为关键工序(或A类质量控制点)(2)何谓“三检制”在管道焊接工序中,“三检制”应如何进行(3)根据背景和列表,画出针对产生焊接气孔缺陷原因分析的排列图。(4)分析焊接中产生气孔的主要原因。(5)项目部针对出现的焊接气孔质量问题,应采取哪些改进措施
答案:
解析:
(1)材料检验、管道焊接和管道试验为关键工序。(2) “三检制”就是自检、互检和专检相结合的质量检查制度。在管道焊接工序,焊工应首先进行自检,要检查坡口质量、组对质量、焊条烘干质量、焊机是否完好、焊接环境以及焊接过程中的自检等;互检就是焊工或焊接组长之间的相互检查,尤其在自己没有把握的情况下一定要互检,防止自检判断的错误或者是漏检;专检就是专职检查员对焊口焊接质量的抽查,尤其在焊接一开始或新手焊工或在不利环境下的焊接,要多点抽查,确保焊接质量;对焊口质量的无损检测也属于专检,应及时跟上,及时发现问题及时解决。(3) 焊接气孔超标原因分析排列图(见下图)
(4) 管道焊缝气孔超标的主要原因是:焊工操作原因、焊条未烘干和焊接环境影响。前两项加起来已经达到75%,为A类,是影响气孔质量的主要因;而第三项占了15%,虽为B类因素,但影响也不可忽视。(5) 针对焊工操作问题,项目部要进行培训,使焊工掌握相应的焊接技术,把经过培训还不能掌握相应技术的人员淘汰掉;针对焊条未烘干问题,要加强焊条烘干管理,建立相应的制度和管理措施,使没有经过烘干的焊条到不了焊工手中;针对环境问题,主要是潮湿,应采取防潮、防雨措施,同时要将焊口处烘干再焊,并将焊条储存在保温桶里,不使焊条受潮;针对其他几个问题,也要采取相应措施给予改进。
(4) 管道焊缝气孔超标的主要原因是:焊工操作原因、焊条未烘干和焊接环境影响。前两项加起来已经达到75%,为A类,是影响气孔质量的主要因;而第三项占了15%,虽为B类因素,但影响也不可忽视。(5) 针对焊工操作问题,项目部要进行培训,使焊工掌握相应的焊接技术,把经过培训还不能掌握相应技术的人员淘汰掉;针对焊条未烘干问题,要加强焊条烘干管理,建立相应的制度和管理措施,使没有经过烘干的焊条到不了焊工手中;针对环境问题,主要是潮湿,应采取防潮、防雨措施,同时要将焊口处烘干再焊,并将焊条储存在保温桶里,不使焊条受潮;针对其他几个问题,也要采取相应措施给予改进。