
CMS专题
单选题厚壁为8mm的金属管,现场组装焊接环焊缝,为确保工程质量、工期和降低成本,应选择的焊接方法是()。A 手弧焊 B 埋弧焊 C 融化极氩弧焊 D 等离子弧焊
题目
单选题
厚壁为8mm的金属管,现场组装焊接环焊缝,为确保工程质量、工期和降低成本,应选择的焊接方法是()。
A
手弧焊
B
埋弧焊
C
融化极氩弧焊
D
等离子弧焊
如果没有搜索结果,请直接 联系老师 获取答案。
如果没有搜索结果,请直接 联系老师 获取答案。
相似问题和答案
第1题:
城市热力管道在实施焊接前,应根据焊接工艺试验结果编写焊接工艺方案,包括以下主要内容:母材性能和焊接材料、焊接方法、焊接电流的选择、检验方法及合格标准和( )等。
A.焊接结构形式及外形尺寸
B.焊接接头的组对要求及允许偏差
C.焊缝长度及点数的规定
D.坡口形式及制作方法
E.壁厚不等管口对接的规定
正确答案:ABD
第2题:
城市热力管道在实施焊接前,应根据焊接工艺试验结果编写焊接工艺方案,包括 以下主要内容:母材性能和焊接材料;焊接方法;焊接电流的选择;( );检验方法及 合格标准。
A.焊接结构形式及外形尺寸 B.焊接接头的组对要求及允许偏差
C.焊缝长度及点数的规定 D.坡口形式及制作方法
E.壁厚不等管口对接的规定
A.焊接结构形式及外形尺寸 B.焊接接头的组对要求及允许偏差
C.焊缝长度及点数的规定 D.坡口形式及制作方法
E.壁厚不等管口对接的规定
答案:A,B,D
解析:
A、B、D
第3题:
焊接装配图中需要表达焊接要求及焊接方法应标注()。
A、焊缝符号
B、焊接方法代号
C、焊缝符号及焊接方法代号
D、焊接方法
参考答案:C
第4题:
壁厚为6mm的金属管道采用手工电弧焊焊接时,接头间隙尺寸为( )
A.1mm
B.2mm
C.3mm
D.4mm
B.2mm
C.3mm
D.4mm
答案:B
解析:
壁厚为6mm的金属管道采用手工电弧焊焊接时,接头间隙尺寸为2mm
第5题:
为检验压力容器产品焊接接头的力学性能和弯曲性能,应制作()产品焊接试板。
A、平焊缝
B、立焊缝
C、环焊缝
D、纵焊缝
B、立焊缝
C、环焊缝
D、纵焊缝
答案:D
解析:
2018新教材P81:(1) 为检验产品焊接接头的力学性能和弯曲性能,应制作产品焊接试件,制取试样,进行拉力、弯曲和规定的冲击试验。
第6题:
写出储罐罐壁焊缝采用焊条电弧焊焊接方法的合理焊接顺序和工艺要求。
答案:
解析:
罐壁采用焊条电弧焊的焊接顺序是先焊纵向焊缝,后焊环向焊缝;罐壁采用焊条电弧焊的工艺要求是焊工应均匀分布,并沿同一方向施焊。
第7题:
壁厚为8mm的金属油罐,现场组装焊接环焊缝,为确保工程质量、工期和降低成本,应选择的焊接方法是( )。
A:手弧焊
B:埋弧焊
C:熔化极氩弧焊
D:等离子弧焊
B:埋弧焊
C:熔化极氩弧焊
D:等离子弧焊
答案:B
解析:
2019版教材P71
A错,手弧焊,焊接生产效率低,劳动条件差,焊接质量不够稳定。B对,埋弧焊,焊接速度高,焊接质量好,焊熔深大,生产效率高,机械化操作的程度高,因而适于焊接中厚板结构的长焊缝和大直径圆筒的环焊缝,尤其适用于大批量生产。C错,熔化极氩弧焊,惰性气体(氧气、氮气)较贵,生产成本较高。D错,等离子弧能量集中、温度高,焊接速度快,生产率高。设备比较复杂、气体耗量大,费用较高,只宜于室内焊接。
A错,手弧焊,焊接生产效率低,劳动条件差,焊接质量不够稳定。B对,埋弧焊,焊接速度高,焊接质量好,焊熔深大,生产效率高,机械化操作的程度高,因而适于焊接中厚板结构的长焊缝和大直径圆筒的环焊缝,尤其适用于大批量生产。C错,熔化极氩弧焊,惰性气体(氧气、氮气)较贵,生产成本较高。D错,等离子弧能量集中、温度高,焊接速度快,生产率高。设备比较复杂、气体耗量大,费用较高,只宜于室内焊接。
第8题:
为减少焊接变形,壁厚较小的工字梁上、下缘的角变形有效防止方法是()。
A、反变形法
B、刚性固定法
C、合理的焊接方法和焊接工艺参数
参考答案:A
第9题:
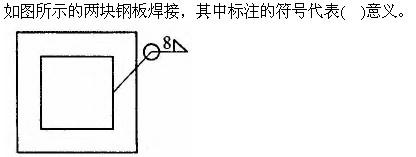
A.工地焊接,焊脚尺寸为8mm,一边单面焊接的角焊缝
B.工地焊接,焊脚尺寸为8mm,周边单面焊接的角焊缝
C.焊脚尺寸为8mm,一边单面焊接的角焊缝
D.焊脚尺寸为8mm,周边单面焊接的角焊缝
B.工地焊接,焊脚尺寸为8mm,周边单面焊接的角焊缝
C.焊脚尺寸为8mm,一边单面焊接的角焊缝
D.焊脚尺寸为8mm,周边单面焊接的角焊缝
答案:D
解析:
第10题:
(2013年)厚壁为8mm的金属,现场组装焊接环焊缝,为确保工程质量、工期和降低成本,应选择的焊接方法是()。
A.手弧焊
B.埋弧焊
C.熔化极氩弧焊
D.等离子弧焊
B.埋弧焊
C.熔化极氩弧焊
D.等离子弧焊
答案:B
解析:
该题主要考察的是:各种焊接方法的特点。埋弧焊:①热效率较高, 熔深大, 工件的坡口可较小(一般不开坡口单面一次熔深可达20mm), 减少了填充金属量。②焊接速度高, 当焊接厚度为8~10mm的钢板时, 单丝埋弧焊速度可达50~80cm/min③焊接质量好, 焊剂的存在不仅能隔开熔化金属与空气的接触, 而且使熔池金属较慢地凝固, 减少了焊缝中产生气孔、裂纹等缺陷的可能性。④在有风的环境中焊接时, 埋弧焊的保护效果胜过其他焊接方法。
手弧焊: ①焊接生产效率低。③焊接质量不够稳定。熔化极氩弧焊缺点:③ 抗风能力差, 给室外作业带来一定困难。④很难用交流电源进行焊接, 焊接设备比较复杂。等离子弧焊: 设备比较复杂、气体耗量大, 费用较高, 只宜于室内焊接。
手弧焊: ①焊接生产效率低。③焊接质量不够稳定。熔化极氩弧焊缺点:③ 抗风能力差, 给室外作业带来一定困难。④很难用交流电源进行焊接, 焊接设备比较复杂。等离子弧焊: 设备比较复杂、气体耗量大, 费用较高, 只宜于室内焊接。