
轨道交通考试
单选题绝缘转换柱的装配代号ZJS1中,Z表示()J表示()S表示()1表示()。()A 转换、绝缘、双绝缘、1表示非工作支靠近支柱侧安装、工作支远离支柱侧安装B 直线、绝缘、双绝缘、1表示工作支靠近支柱侧安装、非工作支远离支柱侧安装
题目
转换、绝缘、双绝缘、1表示非工作支靠近支柱侧安装、工作支远离支柱侧安装
直线、绝缘、双绝缘、1表示工作支靠近支柱侧安装、非工作支远离支柱侧安装
参考答案和解析
相似问题和答案
第1题:
第2题:
在支柱装配图中,Z表示()、Q表示()、QW表示()、QN表示()、F表示()、J表示()、S表示()。
正确答案:直线;曲线;曲线外侧;曲线内侧;非绝缘转换;绝缘转换;双绝缘
第3题:
第4题:
美的集团标准类型代号为企业标准按性质分类代号的简称a)标准类型代号中“J”表示() b)标准类型代号中“G”表示() c)标准类型代号中“W”表示()
正确答案:技术标准;管理标准;工作标准
第5题:
在电能表的用途代号中,Z表示最大需量;()表示分时计费;S表示电子式;Y表示预付费;D表示多功能;M表示脉冲式。
- A、M
- B、F
- C、T
- D、K
正确答案:B
第6题:
所有钢种(牌号)中,加标注轧材厂用坯的字母代号:“R”—表示热轧、G—表示(),B—表示(),Z—表示()。
正确答案:高线;棒材;中型
第7题:
在电能表的用途代号中,Z表示最大需量,()表示分时计算,S表示电子式,Y表示预付肺,D表示多功能,M表示脉冲式.
- A、M
- B、F
- C、T
- D、K
正确答案:B
第8题:
阅读下列算法说明和流程图,请将流程图中(1)~(5)空缺处的内容填补完整。
[说明]
某汽车制造工厂有两条装配线。汽车装配过程如图4-16所示,即汽车底盘进入装配线,零件在多个工位装配,结束时汽车自动完成下线工作。
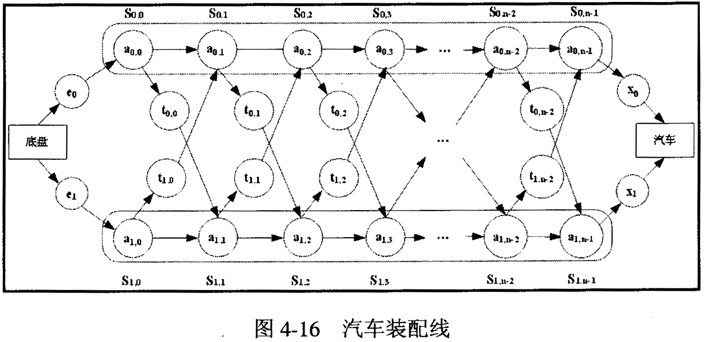
(1)e0和e1表示底盘分别进入装配线0和装配线1所需要的时间。
(2)每条装配线有n个工位,第一条装配线的工位为S0,0,S0,1,…,S0,n-1,第二条装配线的工位为 S1,0,S1,1,…,S1,n-1。其中S0,k和S1,k(0≤k≤n-1)完成相同的任务,但所需时间可能不同。
(3)ai,j表示在工位Si,j处的装配时间,其中i表示装配线(i=0或i=1),j表示工位号(0≤j≤n-1)。
(4)ti,j表示从Si,j处装配完成后转移到另一条装配线下一个工位的时间。
(5)x0和x1表示装配结束后,汽车分别从装配线0和装配线1下线所需要的时间。
(6)在同一条装配线上,底盘从一个工位转移到其下一个工位的时间可以忽略不计。
图4-17所示的流程图描述了求最短装配时间的算法,该算法的输入为:
n:表示装配线上的工位数;
e[i]:表示e1和e2,i取值为0或1;
a[i][j]:表示ai,j,i的取值为0或1,j的取值范围为0~n-1;
t[i][j]:表示ti,j,i的取值为0或1,j的取值范围为0~n-1;
x[i]:表示x0和x1,i取值为0或1。
算法的输出为:
fi:最短的装配时间;
li:获得最短装配时间的下线装配线号(0或者1)。
算法中使用的f[i][j]表示从开始点到Si,j处的最短装配时间。

 由此可得初始化数据时(1)空缺处所填写的内容是f[0][0]=e[0]+a[0][0]和f[1][0]=e[1]+a[1][0]。 (2)空缺处所填写的内容可由该空缺处所在的条件判断框的“真”执行语句框中的内容——“f[0][j-1]+a[0][j]得到启发。而(3)空缺处所在条件判断框的填写内容可由(2)空缺处所在的条件判断框内容得到启发即f[1][j-1]+a[1]刚=f[O][j-1]+t[0][j-1]+a[1][j]或其他等价形式。
③根据递归关系求最优解的值。由图4-17流程图最后一个条件判断框中信息“f[0][n-1]+x[0]= f[1][n-1]+x[1]?”可知最优解记录在fi中fi=min(f(0n-1)+xOf(1n-1)+x1)即(4)空缺处所填写的内容是最短的装配时间fi=f[O][n-1]+x[0]和获得最短装配时间的下线装配线号li=0(5)空缺处所填写的内容是fi=f[1][n-1]+x[1]和li=1。
④构造最优解。对于本试题来说只是求出最优解是从哪条装配线装配出来并没有记录最优解。
由此可得初始化数据时(1)空缺处所填写的内容是f[0][0]=e[0]+a[0][0]和f[1][0]=e[1]+a[1][0]。 (2)空缺处所填写的内容可由该空缺处所在的条件判断框的“真”执行语句框中的内容——“f[0][j-1]+a[0][j]得到启发。而(3)空缺处所在条件判断框的填写内容可由(2)空缺处所在的条件判断框内容得到启发即f[1][j-1]+a[1]刚=f[O][j-1]+t[0][j-1]+a[1][j]或其他等价形式。
③根据递归关系求最优解的值。由图4-17流程图最后一个条件判断框中信息“f[0][n-1]+x[0]= f[1][n-1]+x[1]?”可知最优解记录在fi中fi=min(f(0n-1)+xOf(1n-1)+x1)即(4)空缺处所填写的内容是最短的装配时间fi=f[O][n-1]+x[0]和获得最短装配时间的下线装配线号li=0(5)空缺处所填写的内容是fi=f[1][n-1]+x[1]和li=1。
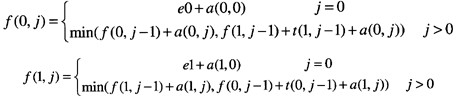
④构造最优解。对于本试题来说只是求出最优解是从哪条装配线装配出来并没有记录最优解。这是一道考查动态规划算法求解最优汽车装配线的分析题。当问题具有两个特性,即最优子结构和重叠子问题时,可以考虑用动态规划算法求解问题。用动态规划算法求解具体应用问题具有以下4个步骤。 ①刻画问题的最优子结构,描述问题的最优解包含子问题的最优解。对于本试题,最短装配时间等于经过装配线0的第n个工位的最短装配时间加上x[0],或者等于经过装配线1的第n个工位的最短装配时间加上x[1],取哪条装配线取决于哪个值更小。而经过某条装配线0/1的第i个工位的最短装配时间又等于经过本条装配线第i-1个工位的最短装配时间,或者等于经过另一条装配线第i-1个工位的最短装配时间加上从这个工位到装配线0/1的迁移时间,取决于哪个值更小。 ②建立最优子结构的递归关系,这是关键的一步。对于本试题,可建立如下的递归关系。
由此可得,初始化数据时,(1)空缺处所填写的内容是f[0][0]=e[0]+a[0][0]和f[1][0]=e[1]+a[1][0]。 (2)空缺处所填写的内容可由该空缺处所在的条件判断框的“真”执行语句框中的内容——“f[0][j-1]+a[0][j]得到启发。而(3)空缺处所在条件判断框的填写内容可由(2)空缺处所在的条件判断框内容得到启发,即f[1][j-1]+a[1]刚=f[O][j-1]+t[0][j-1]+a[1][j]或其他等价形式。
③根据递归关系求最优解的值。由图4-17流程图最后一个条件判断框中信息“f[0][n-1]+x[0]= f[1][n-1]+x[1]?”可知,最优解记录在fi中,fi=min(f(0,n-1)+xO,f(1,n-1)+x1),即(4)空缺处所填写的内容是最短的装配时间fi=f[O][n-1]+x[0]和获得最短装配时间的下线装配线号li=0,(5)空缺处所填写的内容是fi=f[1][n-1]+x[1]和li=1。
④构造最优解。对于本试题来说,只是求出最优解是从哪条装配线装配出来,并没有记录最优解。
第9题:
阀门阀体材料代号Z表示(),T表示(),C表示()。
正确答案:灰铸铁;铜合金;碳钢
第10题:
关于电能表铭牌,下列说法正确的是()
- A、D表示单相,S表示三相,T表示三相低压,Z表示复费率
- B、D表示单相,S表示三相三线,T表示三相四线,Z表示智能表
- C、D表示单相,S表示三相低压,T表示三相高压,Z表示全电子
- D、D表示单相,S表示三相,T表示三相高压,Z表示全电子
正确答案:B