
质量工程师
加工一种轴承,其规格为(10±0.08) mm。要求CPK≥1。收集25组数据绘制分析用控制图,未显示异常。计算得到:μ=10. 04mm σ= 0. 02 mm。 下列推断中,正确的是( )。 A.过程处于统计控制状态和技术控制状态 B.过程处于统计控制状态,未处于技术控制状态 C.过程未处于统计控制状态,处于技术控制状态 D.过程未处于统计控制状态和技术控制状态
题目
加工一种轴承,其规格为(10±0.08) mm。要求CPK≥1。收集25组数据绘制分析用控制图,未显示异常。计算得到:μ=10. 04mm σ= 0. 02 mm。
下列推断中,正确的是( )。
A.过程处于统计控制状态和技术控制状态
B.过程处于统计控制状态,未处于技术控制状态
C.过程未处于统计控制状态,处于技术控制状态
D.过程未处于统计控制状态和技术控制状态
下列推断中,正确的是( )。
A.过程处于统计控制状态和技术控制状态
B.过程处于统计控制状态,未处于技术控制状态
C.过程未处于统计控制状态,处于技术控制状态
D.过程未处于统计控制状态和技术控制状态
如果没有搜索结果,请直接 联系老师 获取答案。
如果没有搜索结果,请直接 联系老师 获取答案。
相似问题和答案
第1题:
加工一种轴承,其规格为(10±0.08) mm。要求CPK≥1。收集25组数据绘制分析用控制图,未显示异常。计算得到:μ=10. 04mm σ= 0. 02 mm。
如果只调整μ,则μ调整为( ),即可满足要求。
A. 10. 00 B. 10. 01
C. 10. 02 D. 10. 03
如果只调整μ,则μ调整为( ),即可满足要求。
A. 10. 00 B. 10. 01
C. 10. 02 D. 10. 03
答案:C
解析:
。σ不变,Cpk= (10.08-μ) / (3×0. 02) ≥1,10.08-μ≥0. 06,μ≤10.02。
第2题:
某种规格的轴,其直径要求为18 ±0. 2mm。长期检验结果表明,其直径均值为μ= 18.05,标准差σ=0.05。
该生产过程的能力指数Cpk为( )。
A. 1.0 B. 1.33 C. 1.67 D. 2.0
该生产过程的能力指数Cpk为( )。
A. 1.0 B. 1.33 C. 1.67 D. 2.0
答案:A
解析:
有偏移过程的情况下,生产过程的能力指数:

第3题:
根据材料,回答下列各题。 加工一种轴承,其规格为10±0.08 mm,要求过程能力指数C pk≥1。收集25组数据绘制分析用控制图,未显示异常。计算得到:μ=10.04mm,ó=0.02 mm。 Cp为( )。
A.2/3
B.4/3
C.1
D.1.5
正确答案:B
Cp=T/6ó=0.16÷(6×0.02)=4/3。
Cp=T/6ó=0.16÷(6×0.02)=4/3。
第4题:
某道工序混线生产A、B两种规格的同类产品,加工方法相似但尺寸不同:规格A的尺寸为直径Φ (60±0. 5) mm,规格B的尺寸为直径Φ (80±0. 5) mm。根据订货方对过程性能指数提出的新要求,质量管理人员从该生产线上最近两个月加工的产品中随机抽取了 A、B两种规格的产品各100件,用这些数据计算了过程性能指数。由于计算得出的Ppk为0.68,与生产的实际情况不尽相符,质量部门对如何下结论出现了分歧。
质量部门用这些数据绘制了一张直方图,直方图的类型很可能是( )型。
A.双峰 B.孤岛
C.对称 D.陡壁
质量部门用这些数据绘制了一张直方图,直方图的类型很可能是( )型。
A.双峰 B.孤岛
C.对称 D.陡壁
答案:A
解析:
第5题:
某产品关键尺寸的规范为2. 4±0. 005,由于该尺寸的加工合格率较低,车间专门成立了质量改进小组掌握关键尺寸的分布情况,分析合格率低的原因,并进一步采取相应的改进措施。
为验证改进措施,小组收集了 30个尺寸数据绘制单值一移动极差控制图(见下图),从图中可以得出的结论有( )。
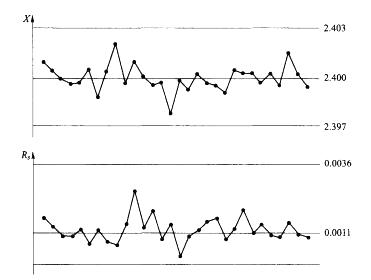
A.过程处于统计控制状态 B.过程未处于统计控制状态
C. Cp = Cpk = 1. 67 D. Cp = Cpk = 1. 33
为验证改进措施,小组收集了 30个尺寸数据绘制单值一移动极差控制图(见下图),从图中可以得出的结论有( )。
A.过程处于统计控制状态 B.过程未处于统计控制状态
C. Cp = Cpk = 1. 67 D. Cp = Cpk = 1. 33
答案:A,C
解析:
第6题:
某道工序混线生产A、B两种规格的同类产品,加工方法相似但尺寸不同:规格A的尺寸为直径Φ (60±0. 5) mm,规格B的尺寸为直径Φ (80±0. 5) mm。根据订货方对过程性能指数提出的新要求,质量管理人员从该生产线上最近两个月加工的产品中随机抽取了 A、B两种规格的产品各100件,用这些数据计算了过程性能指数。由于计算得出的Ppk为0.68,与生产的实际情况不尽相符,质量部门对如何下结论出现了分歧。
下列结论中,符合实际的正确结论是( )。
A.根据计算出的Ppk值判断,该加工过程能力不足
B.数据分析方法不正确,应重新进行分析
C.管理不够,造成波动过大
D.技术要求可能过高,可以降低
下列结论中,符合实际的正确结论是( )。
A.根据计算出的Ppk值判断,该加工过程能力不足
B.数据分析方法不正确,应重新进行分析
C.管理不够,造成波动过大
D.技术要求可能过高,可以降低
答案:B
解析:
第7题:
加工一种轴承,其规格为(10±0.08) mm。要求CPK≥1。收集25组数据绘制分析用控制图,未显示异常。计算得到:μ=10. 04mm σ= 0. 02 mm。
比较经济的改进措施为( )。
A.同时调整μ,σ B.调整μ
C.调整σ D.μ和σ都无需调整
比较经济的改进措施为( )。
A.同时调整μ,σ B.调整μ
C.调整σ D.μ和σ都无需调整
答案:B
解析:
。无偏移的过程能力指数Cp= 1. 33,Cp与Cpk相差较大,因此较经济的改进措施为调整过程分布中心到公差中心。
第8题:
根据计算得到的控制限和描点值绘制分析用控制图,判断过程处于统计控制状态,下一步需进行过程能力分析,查表得到,n=5时c4=0.94,计算得到的过程能力指数Cpk为( )
A.0
B.1.57
C.1.67
D.3.14
正确答案:B
解析:
解析:
第9题:
某产品质量特性的规范要求为16±2,拟利用均值一标准差控制图对其进行控 制。根据绘制的分析用控制图知过程处于统计控制状态,且X=16.2,s = 0.5。过程能力分析的结果表明当前过程能够满足顾客要求,故将分析用控制图转化为控制用控制图,继续监控过程。现从生产线上抽取一个样本量的子组,测量值分别为 16. 0, 15.5,16. 4, 17.0,17.1。已知控制图系数C4=0. 94,A3=1.427。
有偏移的过程能力指数Cpk为( )。
A. 1. 20
B.1.18
C. 1. 13
D.0.90
有偏移的过程能力指数Cpk为( )。
A. 1. 20
B.1.18
C. 1. 13
D.0.90
答案:C
解析:
第10题:
某产品质量特性的规范要求为16±2,拟利用均值一标准差控制图对其进行控 制。根据绘制的分析用控制图知过程处于统计控制状态,且X=16.2,s = 0.5。过程能力分析的结果表明当前过程能够满足顾客要求,故将分析用控制图转化为控制用控制图,继续监控过程。现从生产线上抽取一个样本量的子组,测量值分别为 16. 0, 15.5,16. 4, 17.0,17.1。已知控制图系数C4=0. 94,A3=1.427。
该过程标准差的估计σ为( )。
A. 0. 6 B.0.532
C. 0. 47 D.0.35
该过程标准差的估计σ为( )。
A. 0. 6 B.0.532
C. 0. 47 D.0.35
答案:B
解析:
。σ=s/c4=0.5/0.94 = 0.532